
Article
How to Reduce Welding Troubleshooting With Suitcase Wire Feeder Technology
Are you or your welders experiencing wire feeder problems? Learn how to avoid issues with the right suitcase wire feeder.
How does induction heating work for applications beyond pipe?
Induction heating offers numerous benefits in welding applications that require preheating and stress relieving of parts. The process is well-known and commonly used for heat treatment in pipe fabrication and welding.
But many contractors and companies don’t realize induction heating can deliver benefits for many other types of applications — including welding flat plate and other part geometries.
Learn more about the consistency, flexibility and efficiency that induction heating offers for many welding applications.
The need to weld flat plates or flat components is common in many industries. Examples include equipment repair in mining, beam welding in structural steel, bridgework, and shipyards and barges.
In flat plate applications that require preheating or post-weld stress relief, operations may use a torch or open flame heating. However, the flame method can pose heating consistency challenges. This is especially true on large or very thick workpieces and in windy or rainy conditions on outdoor jobsites.
In contrast, induction is an option that offers heating consistency in many conditions, flexibility for varying part sizes and shapes, quick time to temperature, and ease of use. Operations can use it on very thick steel beams, on large workpieces, and in small, confined spaces. It offers ease of use no matter the weather conditions — wind and rain won’t interfere with induction the way they can with flame. Induction also boasts safety benefits compared to flame heating.
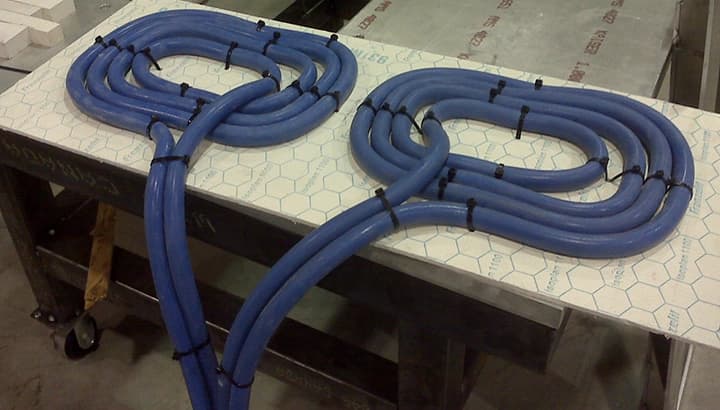
In addition, induction heating systems available today offer options for accommodating differing part geometries. There are various induction coil configurations available that sit on top of a plate and don’t have to be wrapped around the piece. Operators can use the Miller® ProHeat™ 35 induction heating system with several accessories, including liquid-cooled cables, air-cooled cables and air-cooled blankets.
In induction coil design, a solenoid or helix coil is one that is typically wrapped around the part. A pancake coil — which looks similar in shape to a stovetop heating element — can lay flat on the part and be stretched out to cover a large area. In flat plate applications, operators will typically use a pancake coil or an induction blanket.
Users can shape induction coils to fit small, confined areas, and can also spread them over a large area to bring a larger workpiece up to temperature. For example, you can use one one long coil to heat a 40-foot steel beam. In addition, operators can use insulation or magnetic clamps to hold the pancake coil against the flat plate — useful in applications where the workpiece is vertical.
Induction coil configurations can also be used to heat from one side of the part in flat plate welding applications. So, for example, if the welding operator is working on one side of the plate, the induction coil can be heating from the opposite side. This allows induction heating and welding to occur at the same time, while also saving time in setup and in moving on to the next part. It also provides benefits for operator comfort.
Induction heating systems quickly heat conductive metals by inducing current into the part. Induction does not rely on a heating element or flame to transfer heat. Instead, an alternating current passes through the power-source-driven heating device, creating a magnetic field around it. As the magnetic field passes through the workpiece, it creates eddy currents within the part. The resistance of the metal fights against the flow of the eddy currents, generating heat in the part.
Learn more about the main benefits of induction:
Induction is very efficient: Because the part becomes its own heating element — heating from within — induction loses little heat in the process and is very efficient compared to other heating methods.
Induction offers fast time to temperature: Induction quickly brings a part to temperature and holds it there. Applications that typically require hours to heat can be completed in minutes with induction heating.
Induction provides great flexibility: The ProHeat 35 induction heating system offers different liquid-cooled, air-cooled and rolling options. Because induction systems use various components to induce heat, this makes them a flexible option that operations can tailor to part size and geometry.
Induction is a safer alternative: Induction does not use open flame or require flammable gas, and operators can work more safely around it.
Induction offers consistency and tracking: The ProHeat induction heating system offers digital recording capabilities that allow users to easily track and document temperature levels. This is important in many welding applications where it’s critical for quality assurance to ensure operators meet code requirements or customer specifications regarding heat treatment. This capability provides much greater ease of use, efficiency and accuracy compared to recording this data by hand.
Induction heating isn’t limited to shop applications only. ArcReach® Heating Systems are the newest induction heating solutions from Miller.
Designed for jobsite weld preheating in construction and pipe applications, ArcReach Heating Systems deliver weld joint preheating that’s easy to use and significantly faster, safer and less expensive than open-flame or resistance methods. With ArcReach Heating Systems, contractors in refinery, oil and gas, petrochemical, power plant, shipyard and structural construction applications can insource weld joint preheating in the field — improving productivity and profitability on the jobsite.
ArcReach Heating Systems run off existing welding power sources, further enhancing convenience and lowering costs. This technology can save several hours and hundreds of dollars per weld joint. Contractors using ArcReach Heating Systems can see a return on their investment by the 11th joint they preheat.
Induction heating delivers significant benefits, including more consistent heating, faster time to temperature and improved safety. As a result, operations can complete projects faster with less impact on quality or operator safety.
Think beyond pipe and consider the flexibility induction can provide in applications with flat plate and other part geometries.
Induction heating is a flexible, efficient option for preheating in many welding applications. When using induction for heat treatment, there are a few best practices to keep in mind that can help ensure success.
Winding the coil
Take the time to properly wind the coil on the part. Improper winding of the coil can result in not having enough power for the heating requirements. For the best results, the turns of the coil should all be in the same direction — either all clockwise or all counterclockwise, for example. Avoid coil turns that are a 180-degree angle or in zig-zag configurations. Any unused portion of the coil — such as the ends — should be twisted or tied together to reduce the amount of heat losses in the unused portion of coil.
Thermocouple placement
With open flame, temperatures are monitored manually using temperature crayons. In contrast, induction heating systems monitor temperatures using feedback from thermocouples mounted on the piece. The thermocouple feedback controls the machine’s power to help prevent overheating — making thermocouple placement critical to achieving desired temperature levels. It typically works best to place the thermocouple toward the center of a coil configuration, which tends to be the warmest spot, and to place thermocouples underneath the blanket. This prevents overheating and potential damage to the heating coil. On plate corners and edges, be aware that coils that go over a corner or an edge can heat those areas up to a much higher temperature
Proper temperature settings
It’s important to note that some applications may require going above the desired setpoint temperature to achieve the proper temperature at the root of the weld. This allows for some losses as the system heats the thickness of the part. For example, if an application calls for preheat to 250 degrees Fahrenheit, it can be beneficial to set the surface temperature up to 300 or 325 degrees — especially on thicker materials or when induction is only used on one side of the workpiece — to ensure the minimum preheat temperature is reached throughout the part. With many types of steel there is a wide minimum-to-maximum temperature window, so exceeding the maximum interpass temperature level is typically not an issue.
Are you or your welders experiencing wire feeder problems? Learn how to avoid issues with the right suitcase wire feeder.
Switching between TIG and stick polarity is made easier with new technology from Miller, which allows operators to make changes at the joint.

Follow these four maintenance tips to prepare your gas engine welder/generator for the winter months and ensure its operation at any time.