
Article
How to Reduce Welding Troubleshooting With Suitcase Wire Feeder Technology
Are you or your welders experiencing wire feeder problems? Learn how to avoid issues with the right suitcase wire feeder.
Using an induction heating system for welding preheat and post-weld stress relief can save time and improve productivity.
A wide range of industries have long used induction heating, and the technology has been a success story for nearly two decades in industrial and construction welding applications, including refineries, petrochemical, pipeline, structural, shipbuilding, pressure vessel repair and mining.
Many welding applications require preheat, which minimizes the temperature difference between the arc and the base material. Preheating slows the weld cooling rate and lowers hydrogen — two factors that help reduce the risk of cracking and the potential for a failed weld.
When preheating or post-weld stress relieving are necessary, induction can save significant time and provide temperature consistency up to 1,450 degrees Fahrenheit — while also offering benefits for safety and weld quality.
Preheating involves heating the base material — or at least the area surrounding the weld joint — to a specific temperature before welding. When an application requires preheat, the minimum temperature is part of the welding procedure specification (WPS).
Induction heating systems employ non-contact heating. They induce heat electromagnetically and through hysteresis. Operators place heating tools on or around an electrically conducting object, and the magnetic field creates eddy currents inside the part, exciting the part’s molecules and generating heat. As a result, the workpiece itself is the source of the heat, not the heating tools.
Compare this to two other common methods for preheating: resistance and open flame. Resistance heats the material from the outside, using ceramic pads that become hot and transfer heat. Open flame uses fire to heat a part.
Induction heating is easy to set up, offers a fast time-to-temperature, and delivers exceptional heating efficiency and uniformity in joint temperature. In addition, induction offers safety benefits compared to resistance and open flame heating methods. Resistance heating is much slower to setup — approximately three hours per joint compared to 20 minutes or less for induction. Resistance also has a slow time-to-temperature, sometimes taking up to three hours. It also has marginal uniformity in joint temperature and much higher operating costs that can run $2,000 per joint.
Pipe fabrication and welding commonly use induction heat treatment. But many contractors don’t realize induction can deliver benefits when welding flat plate, moving parts and other part geometries. The Miller® ProHeat™ 35 Induction Heating System is available with numerous air- and liquid-cooled options, depending on the job requirements.
Air-cooled
Operators can easily lay or wrap air-cooled blankets onto or around the part. Designed with flexibility and efficiency in mind, air-cooled cables or blankets can fit almost any induction preheating application. Blankets don’t require a cooler and coolant, which can save time and eliminate some costs in welding preheat. Air-cooled systems work for preheating applications up to 400 degrees Fahrenheit.
Liquid-cooled
This type of system can be used for applications that require high-temperature preheating and stress relieving. Liquid-cooled induction offers the widest range of temperatures for preheat, hydrogen bake out and post-weld heating treatment — with the ability to heat up to 1,450 degrees Fahrenheit. The principle differences compared to air-cooled systems are the addition of a water cooler and the use of a flexible liquid-cooled hose that houses the induction coil. Liquid-cooled systems generally use a built-in temperature controller and outside temperature recorder, which are particularly important components in stress relieving applications.
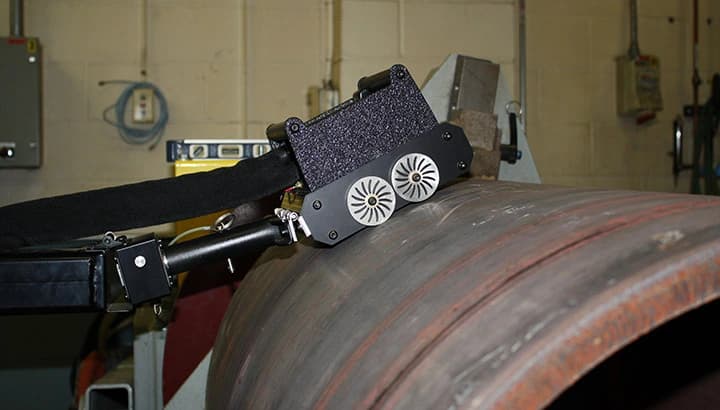
The majority of pipe welds completed in fabrication shops are rolled. Rotating pipe while welding provides many benefits, including ease of achieving quality welds by eliminating out-of-position welding, reduced welder fatigue, and improved productivity from higher wire feed speeds and increased deposition rates. The ProHeat 35 Induction Heating System with Rolling Inductor allows fab shops to preheat work pieces — including moving parts. It delivers fast, consistent heat up to 600 degrees Fahrenheit.
Induction heating isn’t just available in the shop — jobsites can also utilize induction thanks to new technology.
ArcReach® Heating Systems are the newest induction heating solutions from Miller. Designed for jobsite weld preheating in construction and pipe applications, ArcReach Heating Systems deliver weld joint preheating that’s easy to use and significantly faster, safer and less expensive than open-flame or resistance methods.
With ArcReach Heating Systems, contractors can insource weld joint preheating in the field — improving productivity and profitability on the jobsite. ArcReach Heating Systems run off existing welding power sources, further enhancing convenience and lowering costs.
This technology can save several hours and hundreds of dollars per weld joint. Contractors using ArcReach Heating Systems can see a return on their investment by the 11th joint they preheat.
When welding operations hire specialized heat treat companies to perform weld preheating work, it can cost up to $2,000 per weld joint. Another option, resistance heating, requires installing expensive primary electrical power. The third solution is performing the preheating with flame heating. This method consumes up to $50 per hour in propane, requires paying fire-watch personnel* and creates safety hazards. In addition, prepping and heating a weld joint using any of these methods can take hours.
By comparison, ArcReach Heating Systems allow companies to insource preheating using welding power sources already on site. The system can typically bring a joint to temperature in 20 minutes or less — saving significant time and money. An ArcReach Heating System includes an ArcReach Heater that employs air-cooled cables or air-cooled quick wraps.
ArcReach Heaters are powered by select models of compatible ArcReach welding power sources, including all XMT® 350 FieldPro™ power sources, any Miller engine-driven welder/generator with ArcReach technology, and any Miller power source that can run a Smart Feeder. The DC power from the welding power source or engine drive converts into AC current to power the ArcReach Heater, which in turn energizes the air-cooled cables or quick wraps. Standard weld cables connect the compatible power source to the system, with a maximum distance of 250 feet.
Induction heating is faster, safer and more consistent compared to flame and resistance heating methods. ArcReach Heating Systems use electricity from heating tools placed on or around magnetic metal surfaces such as iron or steel to create currents in the metal. These currents pass through the workpiece and convert to heat. So, the workpiece itself is the source of the heat, not the heating tools.
Compared to using open flame or resistance for preheating and stress relieving, induction offers numerous advantages. Some key benefits of induction include:
Temperature uniformity
Induction heating distributes heat energy evenly over the area where the coil is wound or the blanket is placed, providing even, consistent heat to the base material. In comparison, flame heating requires manual motion that is difficult to control. And resistance heating pads often do not touch the part consistently, causing uneven heat and stresses on the weld. ProHeat systems use sensors to accurately report and record the joint temperature. Induction heating components also make cycle interruptions unlikely, which is critical to productivity in stress relieving.
Reduced cycle time
Induction provides significantly faster setup and time-to-temperature. Resistance heating often requires a preheating contractor, which can result in delays and long heating time that cause welder downtime. With induction, welders can heat their own parts, maximizing efficiency. And induction preheating can achieve time-to-temperature in minutes — compared to hours for resistance heating. On thick, thin and odd-shaped parts, it’s not uncommon to expect a more than 50% reduction in total cycle time with induction.
Efficiency/utility costs
The induction heating process is very efficient, and most of the electrical energy used actually generates heat inside the part. Utility costs are typically much lower than other methods. Flame heating wastes the majority of created heat energy in the open air. Resistance heating wastes electrical energy because of the large transformer in the power supply. Plus, only one side of the heating element sits against the cold part. Many customers who convert to induction heating can earn rebates from utility companies because of the efficiency improvements.
Versatility
Induction can be used on many shapes, sizes and types of parts, from pipe and flat plate to elbows and valves. One aspect of induction that makes it attractive for complex shapes is the ability to adjust the coils during the heating process to accommodate unique parts and heat sinks.
Minimized safety risks
Flame and resistance methods heat workpieces from the outside in, so they carry the risk of burn injuries. Resistance heating uses ceramic pads that stay hot long after the joint has been brought to temperature. And flame heating carries the risk of fires and even explosion. With induction, only the workpiece gets hot; the cables, blankets and wraps don’t, so there’s less chance of injuries or accidents and the operator is less fatigued from the heat.
Decreased consumables costs
The insulation used in induction is easy to attach to workpieces and can be reused over and over. Also, induction coils are robust and don’t require fragile wire or ceramic materials. Compare this to the ceramic fiber insulation used in resistance heating, which can be used only once or twice before it must be discarded, requiring a large inventory of insulation and significant costs for disposal of potentially hazardous material.
Ease of use
A major benefit of induction preheating is its simplicity. Insulation, blankets and cables are simple to install, usually taking less than 15 minutes, and operators can easily adjust them.
A wide range of applications and industries use induction, including oil and gas pipelines, heavy equipment construction, and maintenance and repair of mining equipment. Read more about some success stories.
Oil pipeline
A North American oil pipeline maintenance operation had used a combination of propane torches and electrical resistance to heat pipe before welding encirclement repair sleeves or STOPPLE fittings to the pipeline’s 48-inch girth. While many repairs could be made without having to stop oil flow or drain it from the pipe, the presence of the crude itself hampered welding efficiency due to the heat sink effect of the flowing oil. Propane torches required constant interruption of welding to maintain heat, while resistance heating provided continuous heat but often couldn’t meet required temperatures.
RESULTS: The company turned to induction heating and reduced cycle time on encirclement sleeve repairs from eight to 12 hours to four hours per girth weld. For preheating a STOPPLE fitting repair, cycle time was cut from 12 to 18 hours to seven hours per girth weld.
Natural gas pipeline
A natural gas pipeline construction project entailed building a 36-inch diameter, .633-inch pipeline from Alberta, Canada, to Chicago. On one spread of this pipeline, the welding contractor used two power sources mounted on a tractor with the induction blankets attached to booms to preheat both sides of the pipe joint. Speed and reliable temperature control were critical to the project.
RESULTS: Induction heating needed less than three minutes to reach the 250 degrees Fahrenheit preheat temperature. Comparatively, traditional preheating methods took about five minutes. In addition, the contractor improved temperature uniformity and operator safety.
Mining equipment
A mine had been experiencing cold cracking problems and preheating inefficiency using propane heaters in its repair of mining equipment. Welders had to remove a conventional insulating blanket from the thick part frequently to apply heat and keep the part at the proper temperature.
RESULTS: With a switch to induction using air-cooled blankets for preheat, the operation reduced weld repair time by 50%. In addition, the ProHeat power source was equipped with a temperature controller to keep the part at the target temperature, which virtually eliminated rework due to cold cracking. The customer achieved annual savings of $80,000.
Power plant
During construction of a natural gas power facility in California, boilermakers and pipefitters were experiencing construction delays due to inefficient preheating and stress relieving methods on the plant’s steam lines. One of the biggest problems was reliability of the electrical resistance equipment, which suffered from contactor and connector failures and broken wires on the heating pads during stress relieving. The result was extensive rework and long heating cycles, which delayed construction significantly. The company switched to induction heating to increase efficiency.
RESULTS: Resistance preheating and stress relieving typically took more than five hours to complete on a 16-inch weldolet with 2-inch wall thickness. Induction shaved two hours off the time-to-temperature (600 degrees Fahrenheit) and another hour off the time to reach soak temperature (600 to 1,350 degrees) for stress relieving.
Induction heating is an efficient, consistent method for preheating, bakeout and stress relieving a wide range of part shapes and types in welding applications. It offers a fast time-to-temperature, provides great flexibility for a variety of applications and materials, and is a safer alternative compared to other heating methods. In most welding applications, induction heating is the best choice to save time and money.
Are you or your welders experiencing wire feeder problems? Learn how to avoid issues with the right suitcase wire feeder.
Switching between TIG and stick polarity is made easier with new technology from Miller, which allows operators to make changes at the joint.

Follow these four maintenance tips to prepare your gas engine welder/generator for the winter months and ensure its operation at any time.