
Article
How to Reduce Welding Troubleshooting With Suitcase Wire Feeder Technology
Are you or your welders experiencing wire feeder problems? Learn how to avoid issues with the right suitcase wire feeder.
Welding preheat equipment such as air-cooled cables and a new heating tool for induction, deliver flexibility and efficiency.
When welding applications require preheat, choosing the right solution can save money, improve safety and boost productivity. Selecting the type of heating process you need is the first step. The next is choosing heating tools that are compatible with your applications.
Induction heating technology offers significant advantages for efficiency, consistency and safety compared to open-flame or resistance heating methods. In the past, liquid-cooled cables — which require a cooler and insulation — were the most widely available, flexible heating cable option for pipes, flat plate or oddly shaped parts.
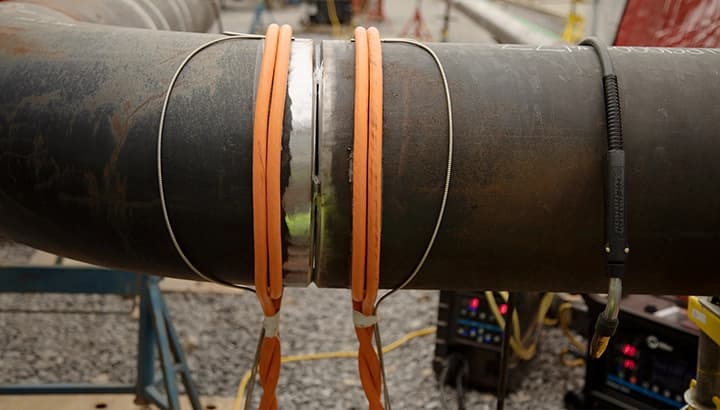
Air-cooled cables, a new heating tool for induction, deliver the same flexibility as liquid-cooled cables without the need for a cooler or liquid-cooled cable connections. This can save time and eliminate some costs in preheat applications.
Induction heating provides many well-documented benefits for preheating in both shop and field applications. It’s a power-source-driven process that quickly brings a part to temperature and holds it there. It offers advantages for safety, quality and efficiency not found in open-flame and resistance heating methods.
Induction heating systems quickly heat ferrous metals such as alloy steel, carbon steel, cast iron and wrought iron by inducing current into the part. Induction does not rely on a heating element or flame to transfer heat. Instead, an alternating current passes through the heating device, creating an alternating magnetic field around it. As the magnetic field passes through the workpiece, it creates eddy currents within the part. The resistance of the metal fights against the flow of the eddy currents, generating heat in the part. The process minimizes heat loss because the part becomes its own heating element, heating from within. Operations can now complete applications that typically require hours to heat in minutes by utilizing induction heating.
When using open-flame heating, operators typically monitor temperatures manually using temperature crayons, which measure temperatures in 25-degree increments. In comparison, induction systems use feedback from thermocouples for exact temperature readings and uniform temperature control.
Most welding preheat applications performed using air-cooled blankets or liquid-cooled cables can use the air-cooled cables from Miller Electric Mfg. LLC. Air-cooled cables eliminate liquid cooling requirements while still providing a flexible and efficient solution for welding preheat.
Operations utilize welding preheat on carbon steel that is heated up to 400 degrees Fahrenheit (204 degrees Celsius). The air-cooled cables, used with the ProHeat™ 35 induction power source, are rated for up to 400 degrees Fahrenheit in the heating zones around the weld, and they can be used with pipe diameters of 3/4 inch and up. The cables have amperage capabilities of 250 amps maximum and 200 amps continuous.
In addition, operators can bend or shape the flexible cables to best fit the pipe, flat plate or part, so they’re a solution that can meet many preheating needs.
While liquid-cooled cables for induction heating are easy to set up and provide flexibility for preheating, they may not be suited for every operation because of the potential risks associated with cable freezing or spilling coolant on the jobsite.
The glycol solution in the coolant does prevent freezing in environments down to minus 10 degrees Fahrenheit (minus 23 degrees Celsius). However, an issue arises when preheating in extremely cold environments, such as pipeline jobsites in Alaska, Russia or Canada. Liquid-cooled cables must be kept in a heated environment above these temperatures to prevent freezing, which adds time and an additional step to the process. With air-cooled cables, no cooling liquid means no risk of freezing.
Because they don’t require cooler or coolant connections, air-cooled cables provide the same benefits for flexibility and easy setup without the concerns about losing or damaging connection hoses, damaging coolant connectors on heating cables, or spilling coolant on workpieces or in the work environment.
In addition, operations save money when they eliminate the need to buy a cooler and the maintenance for the unit. This also reduces the weight of the induction heating system.
When using liquid-cooled cables, use added insulation when preheating material above 200 degrees Fahrenheit (93 degrees Celsius). This will prevent the coolant from overheating in the case when coolant flow turns off while on a hot workpiece.
Miller designed the air-cooled cables with materials that can withstand higher temperatures with no coolant. Operators can apply them directly onto the material being heated up to 302 degrees Fahrenheit (150 degrees Celsius). Operations can use air-cooled cables on heating applications to 400 degrees Fahrenheit with 1/2-inch preheat insulation. Liquid-cooled can go to 1,400 degrees with proper insulation.
Induction heating systems that use liquid-cooled cables are limited to cable lengths of 360 feet due to pressure losses fighting the cooler output. Air-cooled cables are available in lengths of 30, 50 and 80 feet and can be connected in series with one another using a series adapter when longer lengths are needed — making it easier to complete welding preheat in hard-to-reach areas or on larger parts. Operations can also connect multiple air-cooled cables in a series to create a longer cable for use on large-diameter parts. You can add cables until you reach running limits of the power source that will limit or stop the heat output.
For example, in one shipbuilding application, the operation couldn’t move the induction heating power source to the spot of the weld, which was 150 feet down and inside a small area of the ship. The range of the liquid-cooled cables in this case was not long enough to reach the weld area and wrap the coil around the weld joint. They used a 150-foot air-cooled extension cable for the longer distance along with two 80-foot long heating cables — so the operation wasn’t limited by cable length for induction preheating inside the ship.
Pressure losses are also a concern when heating is taking place at a high elevation and the power source must stay on the ground. In this case, gravity can work against you and cause additional pressure losses. Air-cooled cables eliminate this concern, since there is no coolant requirement.
Air-cooled cables for induction heating now deliver the flexibility that was previously only available with liquid-cooled cables — so operations can complete weld preheating quickly, efficiently and safely.
Are you or your welders experiencing wire feeder problems? Learn how to avoid issues with the right suitcase wire feeder.
Switching between TIG and stick polarity is made easier with new technology from Miller, which allows operators to make changes at the joint.

Follow these four maintenance tips to prepare your gas engine welder/generator for the winter months and ensure its operation at any time.