
Article
How to Reduce Welding Troubleshooting With Suitcase Wire Feeder Technology
Are you or your welders experiencing wire feeder problems? Learn how to avoid issues with the right suitcase wire feeder.
Preheating in welding helps ensure weld quality and reduces the occurrence of cracking and other problems. Operations commonly use preheat before welding steel or steel alloy pipes or plates that are 1 inch thick or more. Oil and gas, transmission pipelines, power plants, structural construction, mining, shipbuilding and heavy equipment applications often require preheating in the shop and field.
Preheating involves heating the area around the weld joint or the entire part to a specified temperature before welding. This reduces the cooling rate of the weld and drives out moisture. This in turn helps prevent hydrogen buildup and the potential for cracking.
Operations can use several methods or welding preheat, including induction, open flame, resistance heating and convection ovens. Each one has benefits and drawbacks depending on the application. The best preheating method for a specific application often depends on the material thickness, the size of the weldment, the project timeline and budget, and available personnel and expertise.
Determining if a welding application requires preheat depends on several factors, including the type and thickness of the base material. The welding code typically dictates the use of preheat. To meet the requirements of the code, the welding procedure specification (WPS) for the job will outline the minimum and maximum preheat temperatures as well as the necessary duration of preheating. Often, a part must stay within a specific temperature range for a certain amount of time — such as between 250 degrees and 400 degrees Fahrenheit for 30 minutes — before welding can start.
Welders typically must monitor the base metal’s temperature between weld passes to ensure the material remains within the required range. Common temperature verification tools include crayons, thermocouples, infrared thermometers and thermal imaging cameras.
Heat can be applied directly around the area of the weld joint, or the entire part can be heated. There are four common welding preheat methods:
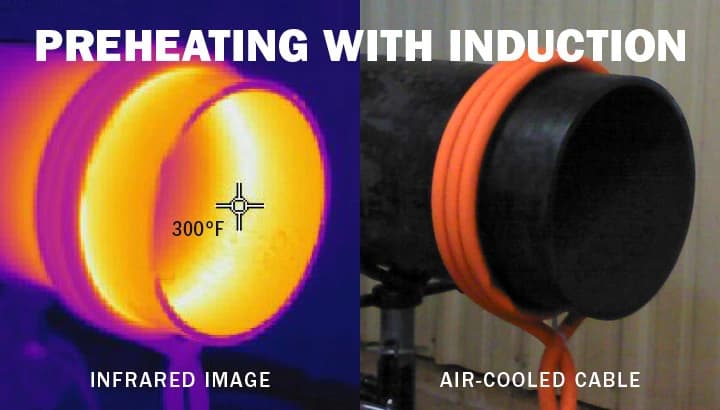
How it works: Induction creates a magnetic field that generates eddy currents within the base metal, heating it internally from within. Operators place induction accessories, such as cables or blanket, on the part to generate the magnetic field.
Pros: Induction offers quick setup, often in less than five minutes, and a fast time to temperature. Induction produces a uniform heated area – making it easy to achieve and stay within even a strict temperature window. The process is also extremely efficient and does not require personnel to watch it. Induction provides safety benefits, since the output coils don’t get hot or create an uncomfortably hot environment for welders. The process also provides the flexibility to heat many different sizes and shapes of parts. In addition, it delivers localized heating where the part is.
Cons: Induction can have a higher initial cost and requires some operator training to ensure proper wrapping techniques.
How it works: Operators use a fuel gas and compressed air torch (sometimes called rosebuds) to apply flame directly to the metal part.
Pros: If welding operations already have a torch, there’s no need to purchase additional equipment for preheating. Flame preheating also requires little operator training.
Cons: Drawbacks of flame preheating include inconsistent temperature uniformity, a slower time to temperature since the process is inefficient, and comfort and safety issues for operators working near the soot, smoke and gases produced while using open flame. Flame preheating also involves the extra expense of the gas storage and distribution to the welding cells. Notably, it requires personnel to be on fire watch* during the process. Flame can cost $40 to $60 in consumable fuel per hour.
How it works: Resistance heating uses electrically heated ceramic pads placed on the base metal. The heated tiles transfer heat to the part through radiant heat and conductive heat where the pads are in contact with the part.
Pros: Resistance can deliver temperature consistency if no pads are broken. It’s also a a good method for larger projects and parts.
Cons: This method is often contracted out to a third party who controls the schedule and timeline. Using a contractor also adds expense. It can also be time-consuming — sometimes taking an hour or more to arrange and secure the heating pads to the part — and the required cool-down time adds to the time for setup and removal. Resistance heating elements also need insulation to help retain heat. The insulation and ceramic heating pads are costly consumables that need to be replaced occasionally, and the work environment can be an issue for these fragile components. Broken pads can cause hot and cold spots in the part.
In addition, resistance heating elements get extremely hot and can pose a safety hazard for operators as well as affect operator comfort by adding to the ambient temperature. With resistance heating, electricians and a costly electrical drop are also necessary. During the heating cycle, the power source becomes a “spark generator” and requires continued maintenance supervision from the mechanical contractors.
How it works: Ovens use convection heating. Operators place the entire part inside the oven for preheating.
Pros: Uniform heating is possible since the entire part is inside the oven. It’s also a good option when an entire large part must be heated, or when the operation needs to do batch heating of many parts at once.
Cons: Ovens can be quite large and require connection to an electrical outlet, so they are often permanently installed in one location and don’t offer mobility. As a result, operators must bring parts to the oven for preheating, which can be difficult when the parts are very large. These systems also typically require a substantial electrical connection and system, which adds expense. Also, the oven may have to be preheated for several hours before it’s used. Plus, it can put out enough heat to warm up the area around the oven, negatively affecting worker comfort. Outsourcing oven preheating causes a loss of control over the schedule and timeline.
Many welding applications — especially critical welds in industries such as structural construction, oil and gas and shipbuilding — require preheat. Minimizing the temperature difference between the arc and the base material slows the weld cooling rate and lowers hydrogen, two factors that help reduce the risk of cracking and the potential for a failed weld.
Numerous welding preheat methods are available. Understanding the differences can help you choose the method that best helps optimize efficiency, reduce costs and rework, and produce high-quality welds in your application.
Are you or your welders experiencing wire feeder problems? Learn how to avoid issues with the right suitcase wire feeder.
Switching between TIG and stick polarity is made easier with new technology from Miller, which allows operators to make changes at the joint.

Follow these four maintenance tips to prepare your gas engine welder/generator for the winter months and ensure its operation at any time.