Pro Tips for Understanding TIG Welding Waveforms and Controls
Ron Covell
Owner, Covell Creative Metalworking
What is an inverter welder?
TIG welding has been around for about 80 years. It was first used in the aircraft industry, driven by the need to join aluminum and magnesium structures. Initially, Alternating Current (AC) machines were limited to 60 cycles per second (or Hertz - Hz), with a sinewave waveform – the same as the line current they connect to.
These ‘legacy’ machines created a lot of good work, but technology moves on. Over the last 20 years, machines that incorporate inverter technology have come to the fore. So what is inverter technology, and how can it benefit people who weld?
Fundamentally, inverter machines use sophisticated semiconductor circuitry to boost the 60 Hz power feeding the machine up to around 100,000 Hz, then modulating the current as desired before bringing it back to the range used for welding. Circuits operating at high frequencies are much more efficient, which dramatically reduces the size and weight of the power supply. Plus the machines draw much less current — especially beneficial for those without heavy-duty wiring in their working space.
Some older machines used transformers weighing over 150 pounds. That's why many vintage TIG welders were the size of a washing machine. With inverter technology, the a semiconductor ‘switch’ — around the size of an orange and weighing about 5 pounds — replaces the massive transformer. This smaller switch has capabilities far beyond a traditional transformer, and it runs much cooler. It’s simply better in every way.
The semiconductor circuitry can do more magic – like changing the frequency of the AC welding current and modifying the waveform. It can also ‘pulse’ the welding current. Pulsing offers even more benefits for the welder, but that’s a story for another time. Understanding waveforms available with inverter machines can be helpful to advancing your welding technique.
DC vs. AC welding
A lot of welding is done in Direct Current (DC) mode. This is the most common choice for welding mild and stainless steel, titanium, bronze, and most other metals. DC has no ‘waveform’, since the current only runs in one direction – normally from the electrode to the workpiece. This Electrode Negative (EN) current puts the majority of the heat into the workpiece, greatly reducing the the heat load on the tungsten electrode.
There are good reasons for welding aluminum with AC. Aluminum has a strong affinity for oxygen, so a bare surface quickly becomes coated with aluminum oxide. Aluminum melts around 1200 degrees Fahrenheit, but aluminum oxide melts at around 3700 degrees Farenheit. If you weld aluminum with DC EN, a ‘skin’ of aluminum oxide will be floating on the puddle, hampering the flow of the metal you’re trying to weld. With AC, the oxide film is broken away from the metal surface as the current moves from the workpiece to the electrode (during the Electrode Positive, or EP portion of the cycle). This is a game changer, and it was the breakthrough that made electric welding of aluminum alloys practical.
Understanding waveforms in welding
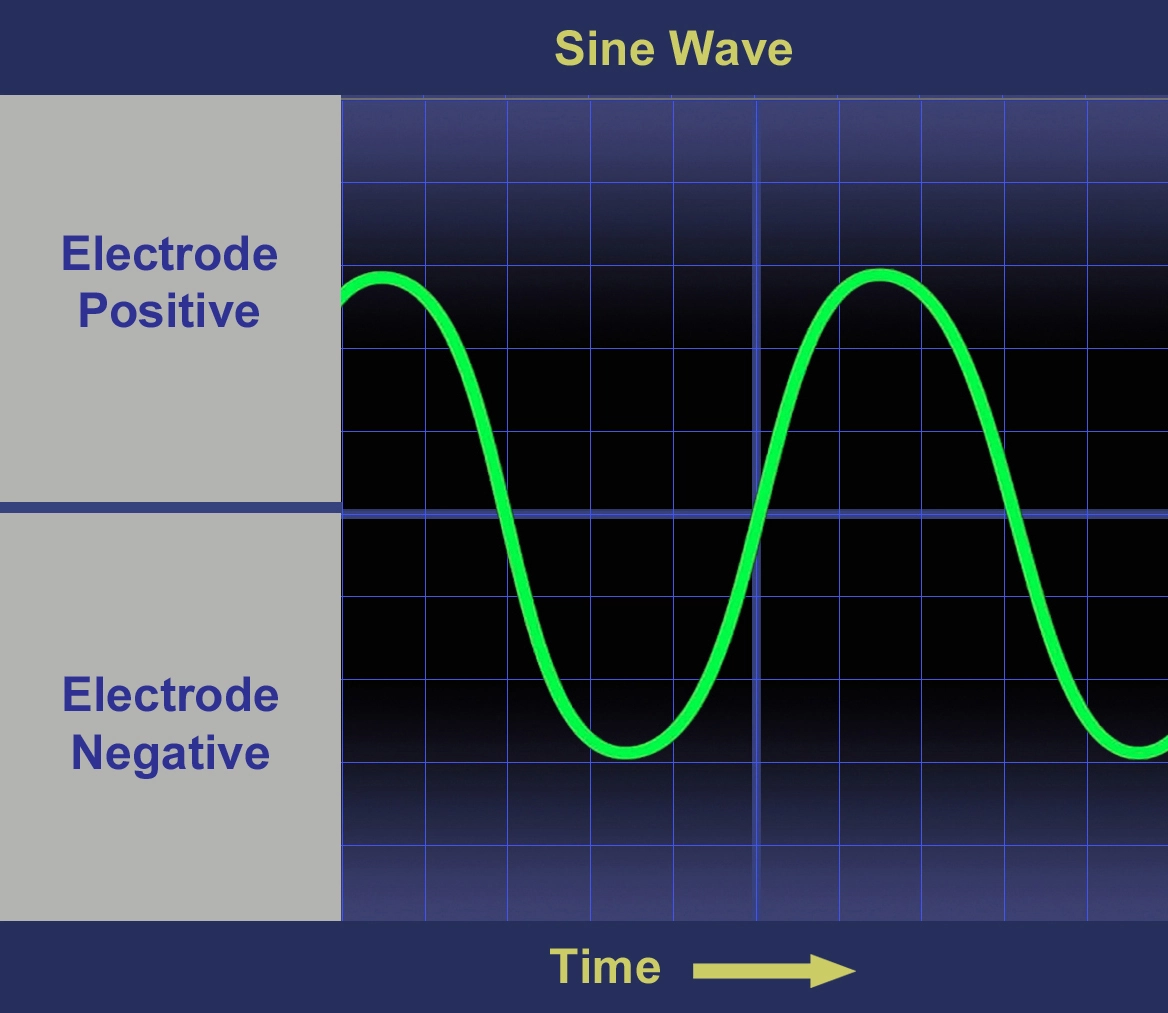
The generators that make power for the nation’s grid are timed at 60 Hz, and the current changes direction in flowing, ‘bell-shaped’ curves, or sine waves.
Sine waves produce a very ‘smooth’ welding arc, but it is sometimes beneficial to alter this basic waveform.
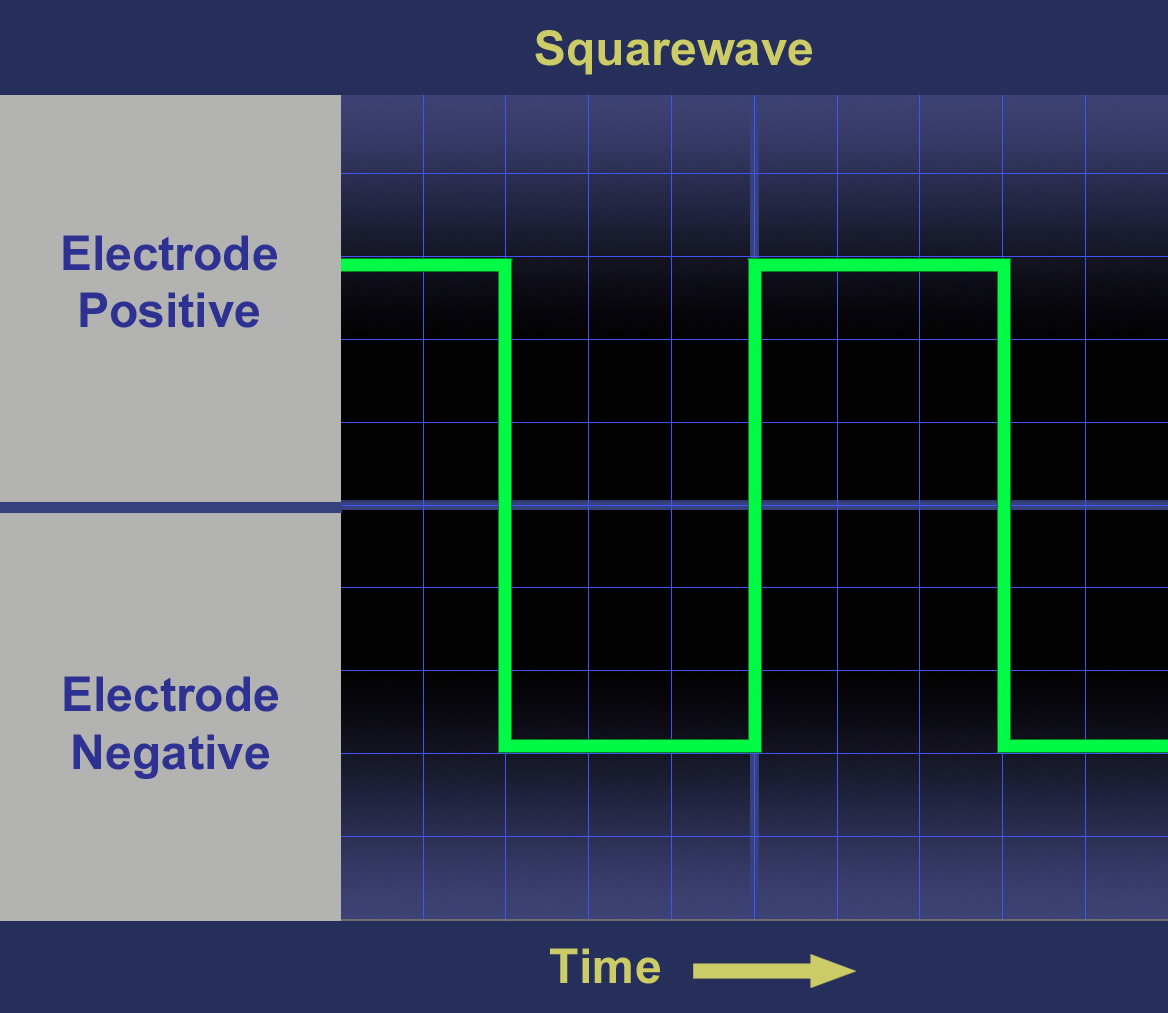
Square waves were the first alternative for the sine wave. The area inside the graph of the waveform represents the amount of heat put into the metal. It’s easy to see that a square wave transfers considerably more heat than a sine wave. Because the switching is nearly instantaneous, it eliminates the waxing and waning portions of the cycle.
When you’re welding, the square wave arc has a different ‘feel’ than a sine wave. Plus, the increased energy transfer allows for a faster travel speed.
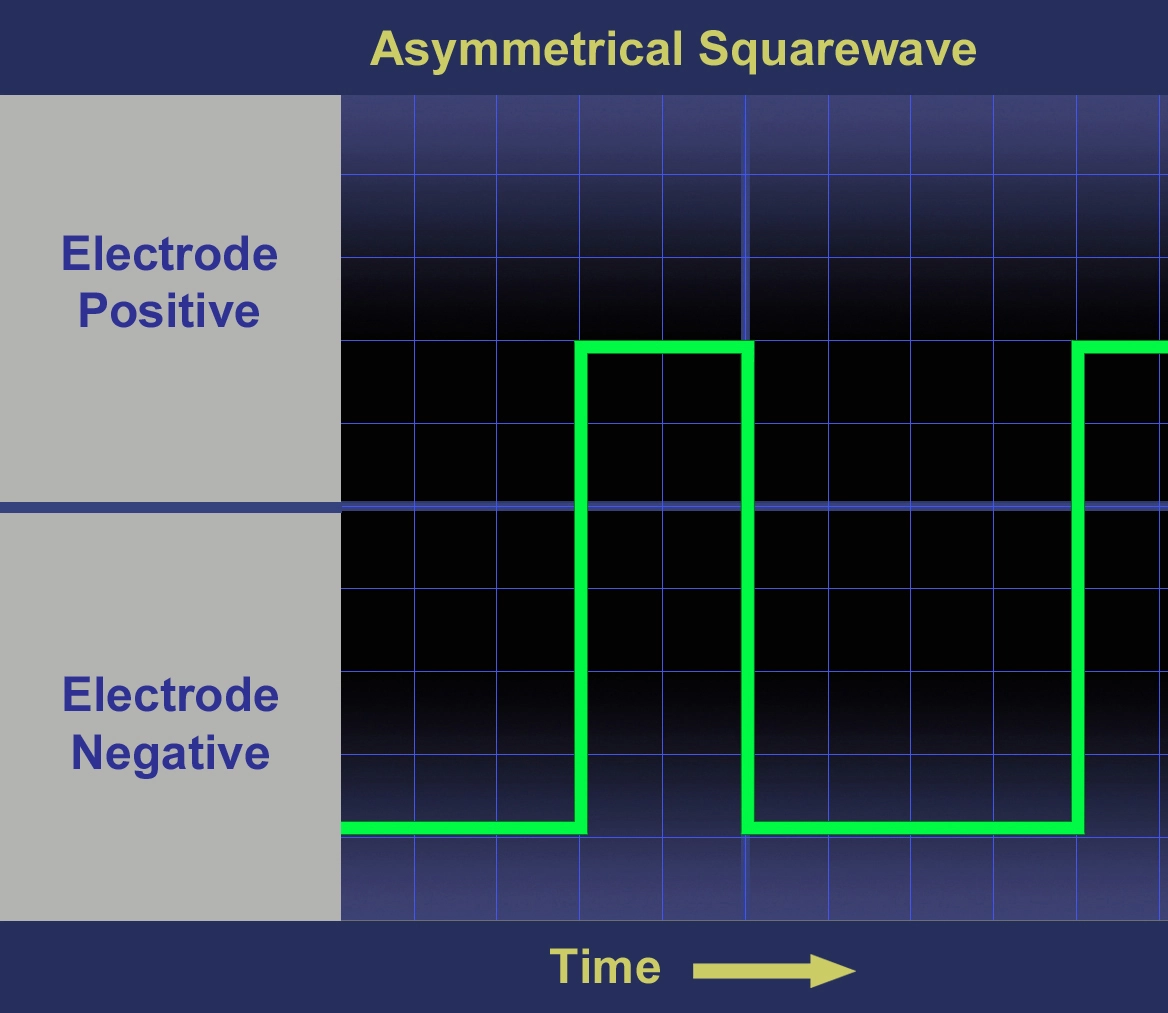
Initially the square wave waveform was symmetrical — having an equal amount of the current flow in both the EN and EP mode. Today, it's possible to independently vary the percentage of time the wave was in EN and EP. This allows the operator to easily change the ‘balance’ between the penetration developed in the EN portion of the cycle and the cleaning action of the EP portion. As the technology developed further, the amplitude of current in EN and EP could be adjusted independently too. Having precise control of these parameters enables the operator to optimize the arc for specific applications.
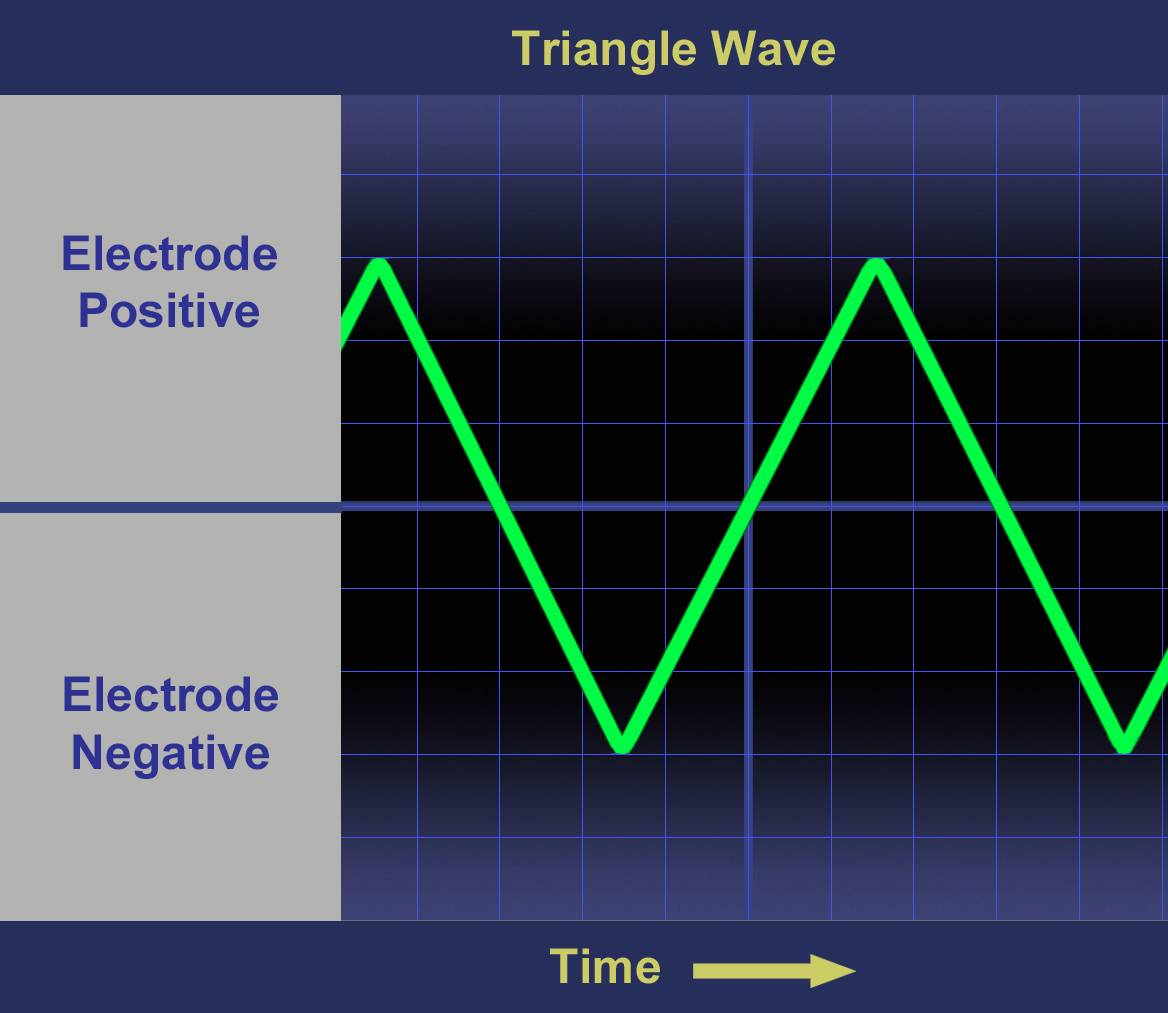
Inverter technology also makes another unique waveform possible: the Triangle wave. This waveform transfers an even smaller amount of heat into the material, which can help reduce distortion when welding very thin material.
When welding metal at the upper limit of your machine’s capability, it may help to use an unbalanced cycle. By increasing the amount of time spent in the EN portion of the cycle, you can get a little more heat into the base metal, sometimes eliminating the need for preheating.
Another application where an unbalanced cycle helps is when you need to build up surface by welding. Boosting the EP portion of the cycle will result in a broad weld with shallow penetration.
Adjusting waveforms
Let’s put some of these principles into action, so you can better understand how waveforms impact finished welds. I used my new Dynasty® 210 DX machine for this article. It lets you quickly switch between the different waveforms, while giving you precise control of the parameters.
With all of the waveforms, you can change the balance between the EN and EP portion of the cycle. For most work, 75% EN is preferred, since 25% EP is usually sufficient for cleaning. Any more than that limits the total heat input, which could decrease the weld penetration.
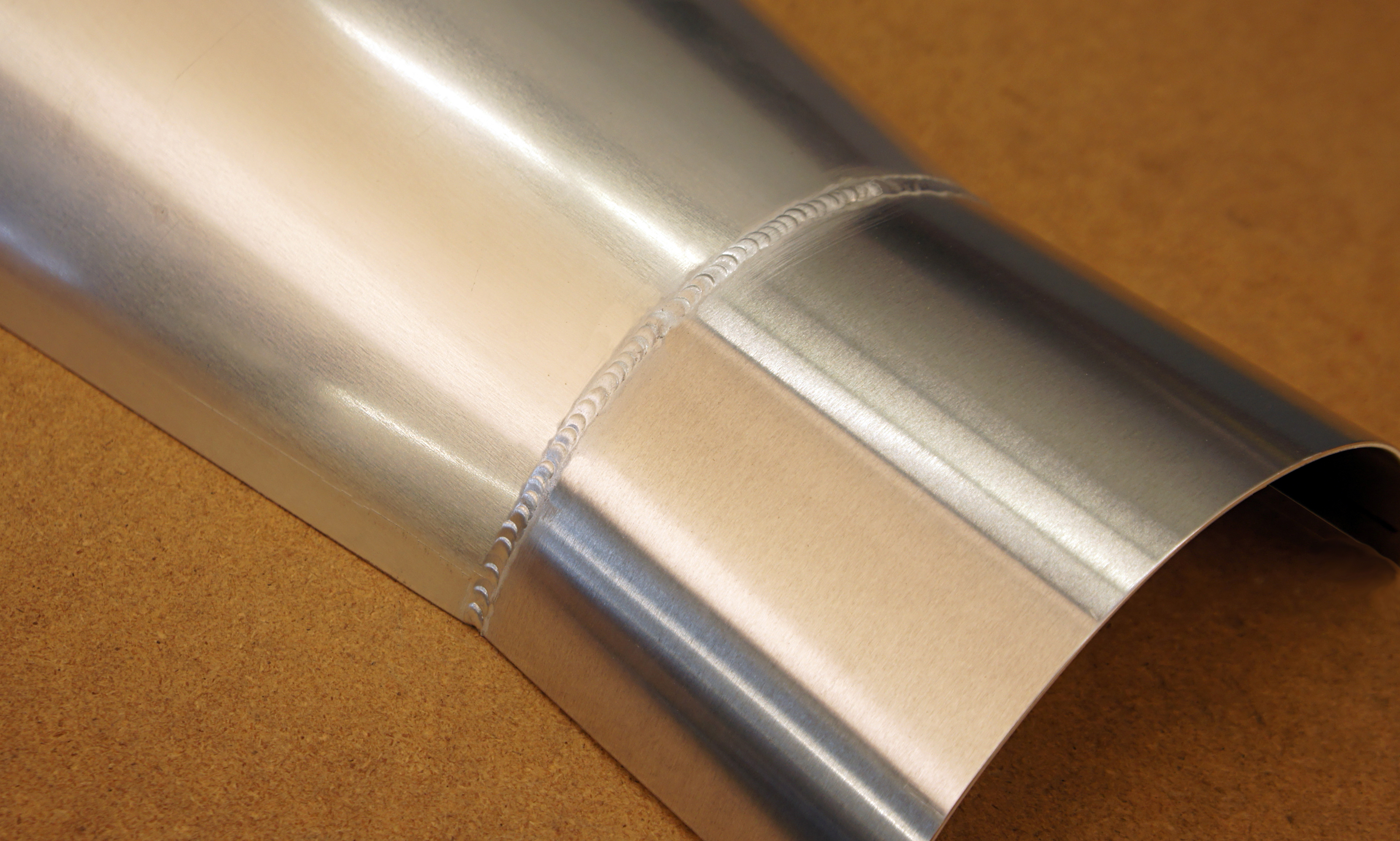
There is a visual clue that shows how much EP cleaning action is present. If you look closely at an aluminum weld bead, you can usually see a ‘frosted’ area of metal right next to it. The greater the amount of EP current, the broader this frosted area will be. The photo below shows two extremes. I welded the bead on the right at 90% EN (10% EP), and made the bead on the left at 50%.
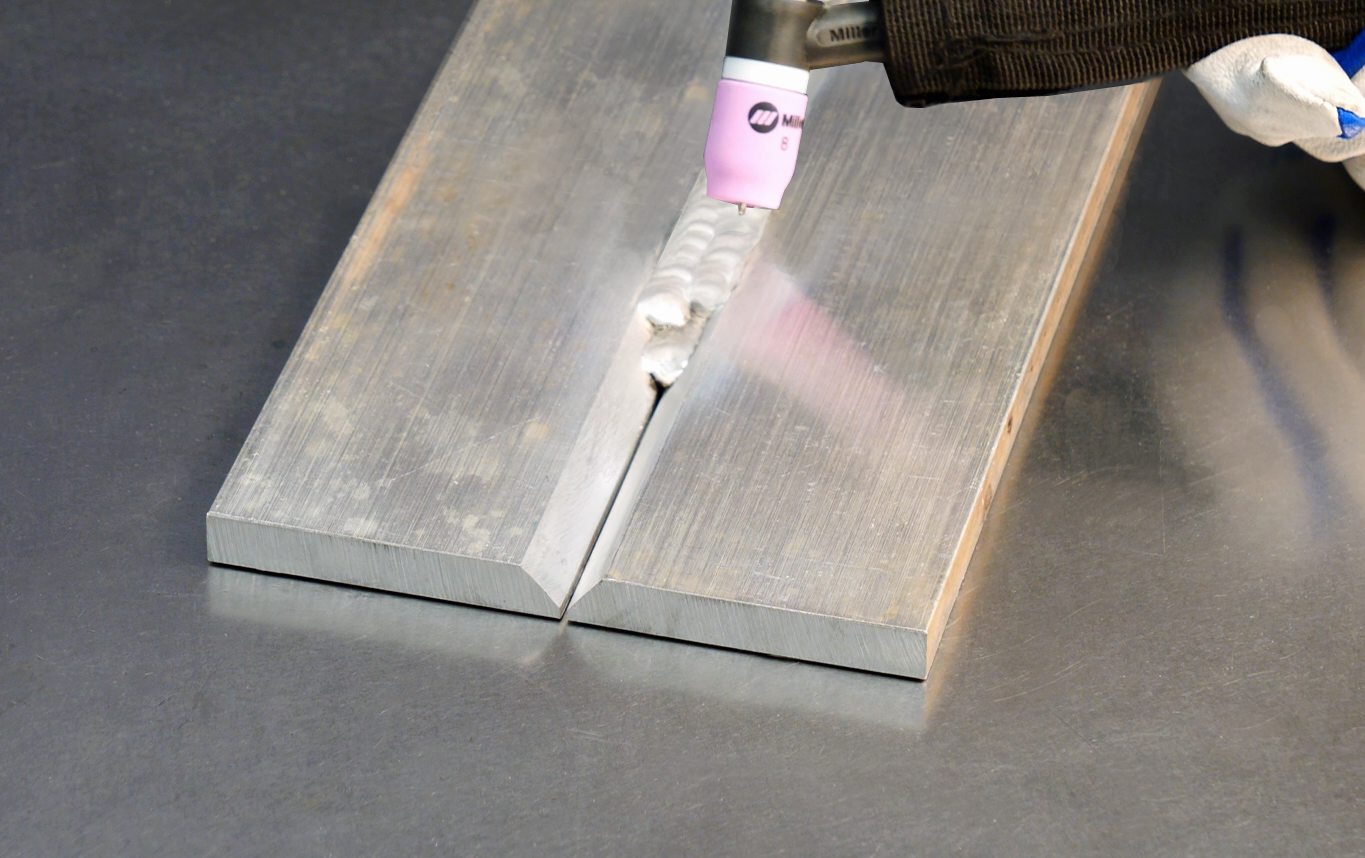
There is no benefit in using more EP than necessary, but impurities in or on the material can vary a lot, and a little experimentation will help you find the percentage that works best for a particular job. I use 75% EN for most of my aluminum welding, as seen in the photo below.
Once you understand different waveforms and start experimenting and modulating them to suit each application, you can acquire a new level of control with your welding projects.
About Ron Covell
Ron Covell is a talented welder and metalworker in the automotive industry. Covell is a contributor for Hot Rod Network, where he has a popular column titled, "Professor Hammer's Metalworking Tips." He also owns Covell Creative Metalworking, offers instructional metalworking DVDs and hosts workshops around the country.