Tip #1: Clean everything scrupulously
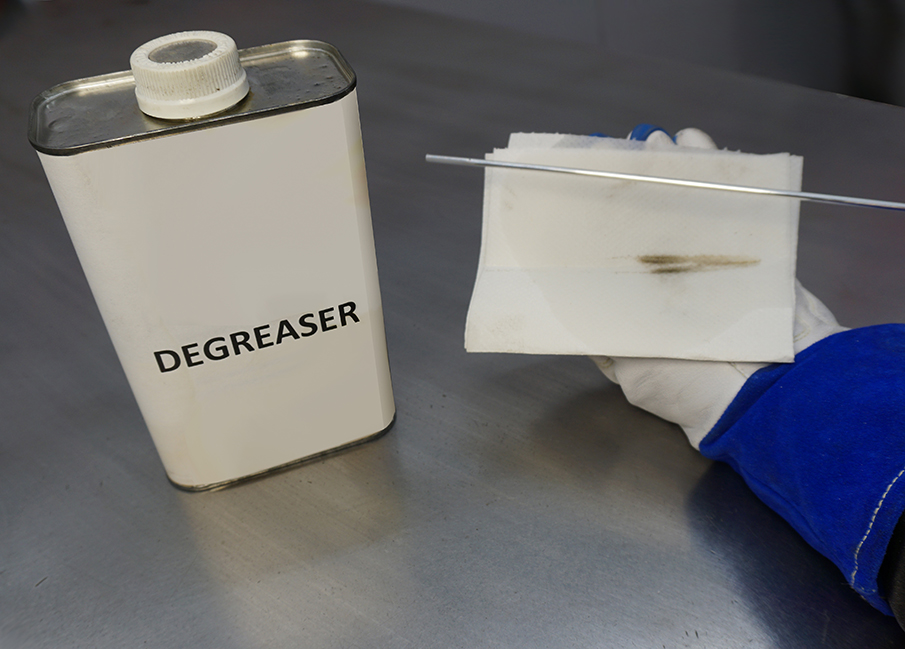
TIG welding aluminum requires that everything be squeaky clean, and this is particularly important with aluminum. Any trace of oil can cause porosity and may inhibit the flow of molten metal. I recommend getting in the habit of using a degreaser, since even the invisible oil from your hands can cause problems.
Put some degreaser on a clean cloth and wipe down the base metal and the welding rod. Even brand-new rod that looks clean and shiny can have a surprising amount of crud on it. I’m often surprised at the amount of black residue that comes off the rod when I wipe it down.
If there is any paint, corrosion or anodizing on the metal, you need to remove it. It’s best to clean off any oil or grease first; otherwise you’ll be driving the contaminants into the pores of the metal as you sand or wire brush it. I often use a non-woven abrasive disc for cleaning off paint or corrosion.

The key The key property that makes aluminum challenging to weld is the oxide film that forms almost instantly on any exposed surface. Aluminum melts at about 1,200 degrees Fahrenheit, and aluminum oxide melts at nearly 4,000 degrees. This oxide film can inhibit the metal from flowing together to make a weld.
You should always use a wire brush to clean the joint right before you begin welding. It’s best to have several brushes; mark them so one is dedicated for each of the metals you weld. This will prevent cross-contamination of your material.

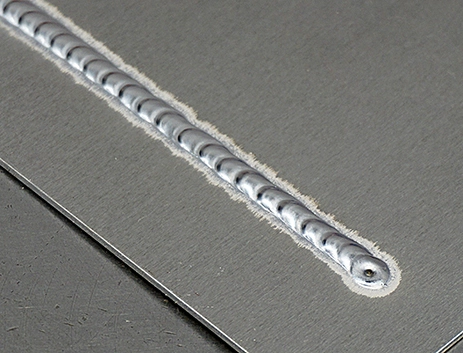
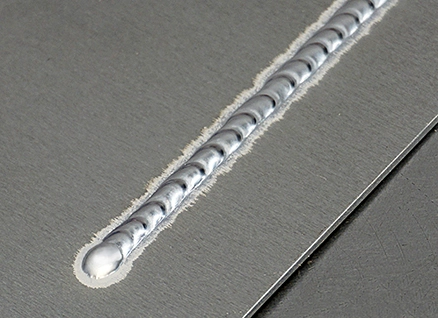
On butt welds, you sometimes see a black line on the back side of the joint and occasionally there may be incomplete fusion. The oxide film on the edges of the metal is often the cause.
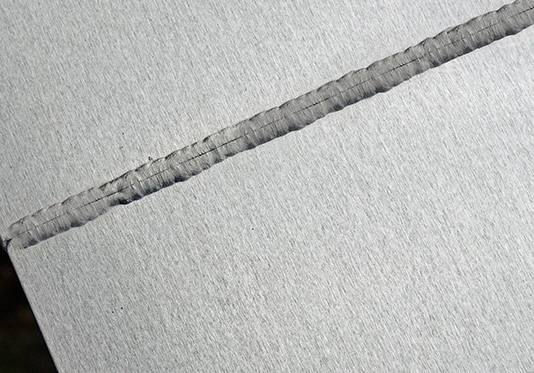
To get complete fusion, clean the edges with a sharp file just before you tack the parts together.