Welding Tips: The Secret to Success When TIG Welding
Ron Covell
Owner, Covell Creative Metalworking
Why is TIG welding challenging for beginners?
Just about everyone who tries TIG welding feels challenged at first. This is understandable, given all the things you have to watch for and think about while simultaneously coordinating the motion of both hands. In most cases, a foot pedal or torch-mounted amperage control will be used for starting, modulating and stopping the flow of current, with the power source providing smooth, precise arc adjustments, such as those offered by the Miller® Maxstar® lineup.
How does TIG welding work?
All welding requires the application of heat, which melts the metal being welded. With the TIG process, the heat comes from an electric arc that streams between the electrode in a handheld torch and the metal being welded.
The arc and molten metal are shielded by an inert gas, which protects the electrode and base metal from oxidizing. Filler rod is usually added to the puddle of molten metal as the weld progresses. The essence of making a good weld is heat control, which is governed by how you modulate the arc — something machines with precise output control, like the Miller Dynasty® series, are designed to support. Let’s look at this in detail.
The arc is shaped like a cone, with the tip at the electrode and the base on the metal being welded.
Closer electrode = smaller puddle
Farther electrode = larger puddle
If the puddle gets too large, gravity will simply pull it away from the base metal, leaving a hole. This is why thin-gauge metals are especially challenging for beginners.
What are the most effective TIG welding techniques?
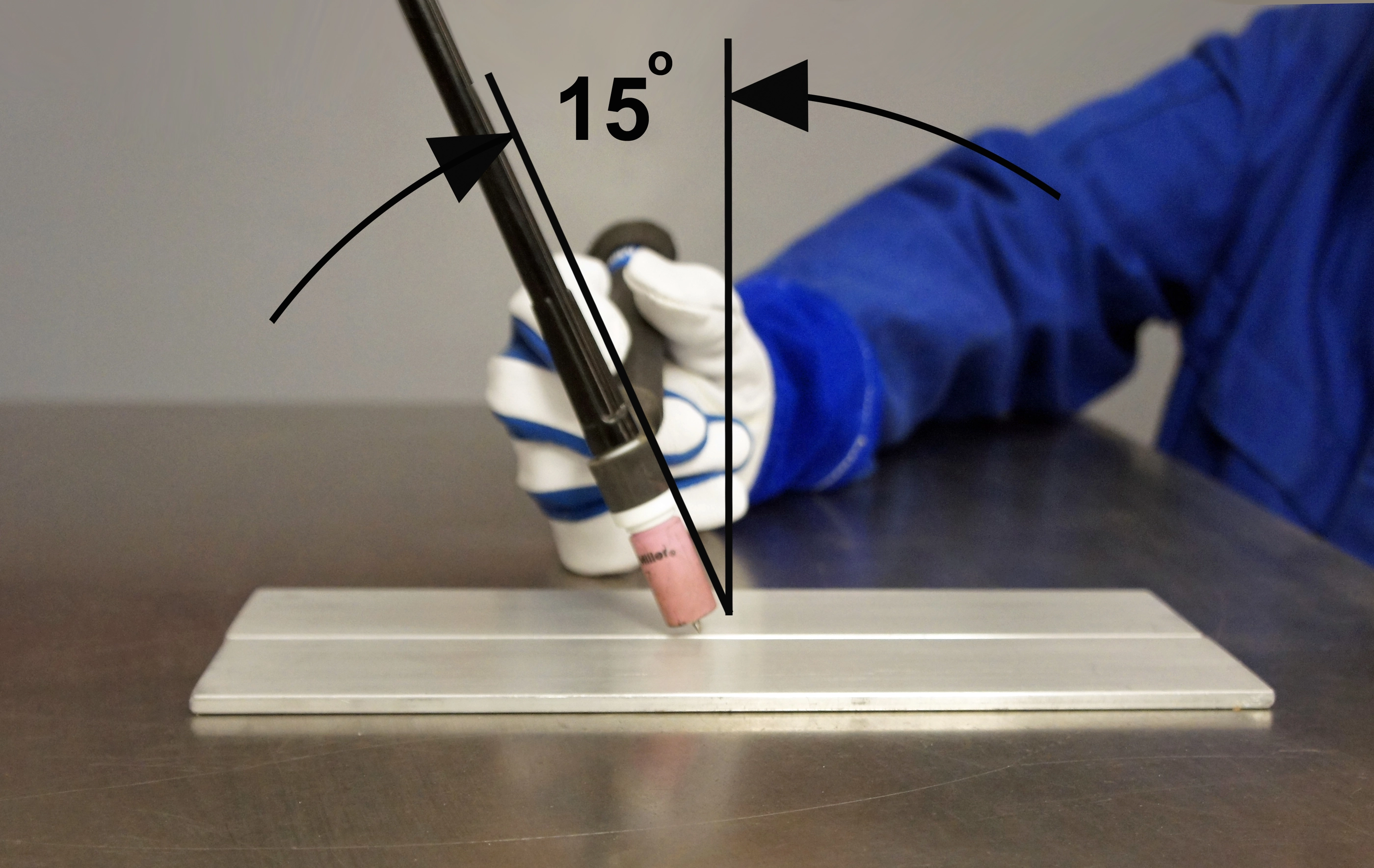
Torch angle: Angle the torch about 15-20 degrees to see the puddle and feed the rod, pushing the torch forward.
Arc length: Keep the electrode tip to the metal about 1/8 inch to 3/16 inch for a tight, controlled arc.
Hand coordination: Practice the torch movement and dabbling the filler rod independently with separate hands for consistency.
Puddle control: Look for a fluid and stable puddle, allowing for rhythmic filler addition and movement. It may require fine adjustment of several key variables such as torch angle, arc length, hand coordination and balanced amperage to achieve that.
How to control the arc with steady hand movements
Perhaps the most important skill needed for TIG welding is moving the torch in a controlled manner, with steady forward movement, while keeping the gap between the tip of the electrode and the base metal consistently small — usually in the range of 1/8 inch to 3/16 inch. It requires a lot of practice to precisely control the arc length, keeping it as short as you can without allowing the electrode to touch the base metal or filler rod.
Dial in the TIG torch angle for cleaner deposition
The angle between the torch and the base metal is important, too. Here’s what to keep in mind:
Start around a 15-degree angle: This slight tilt lets you see the puddle and gives room for the filler rod.
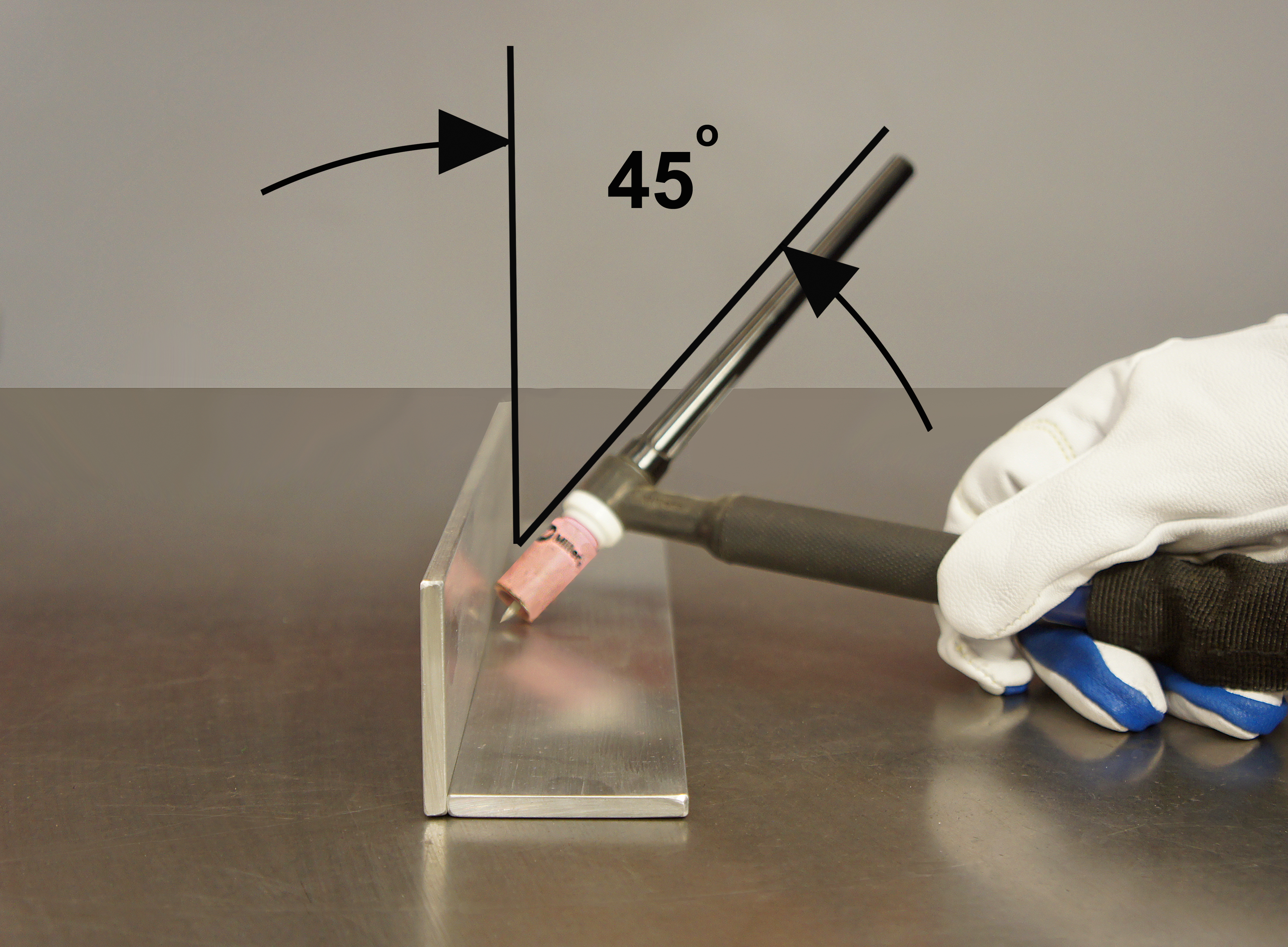
Avoid steep angles: At 45 degrees or more, you lose shielding gas coverage and create a long, narrow puddle.
Tip direction matters: The electrode should point forward, in the direction of motion.
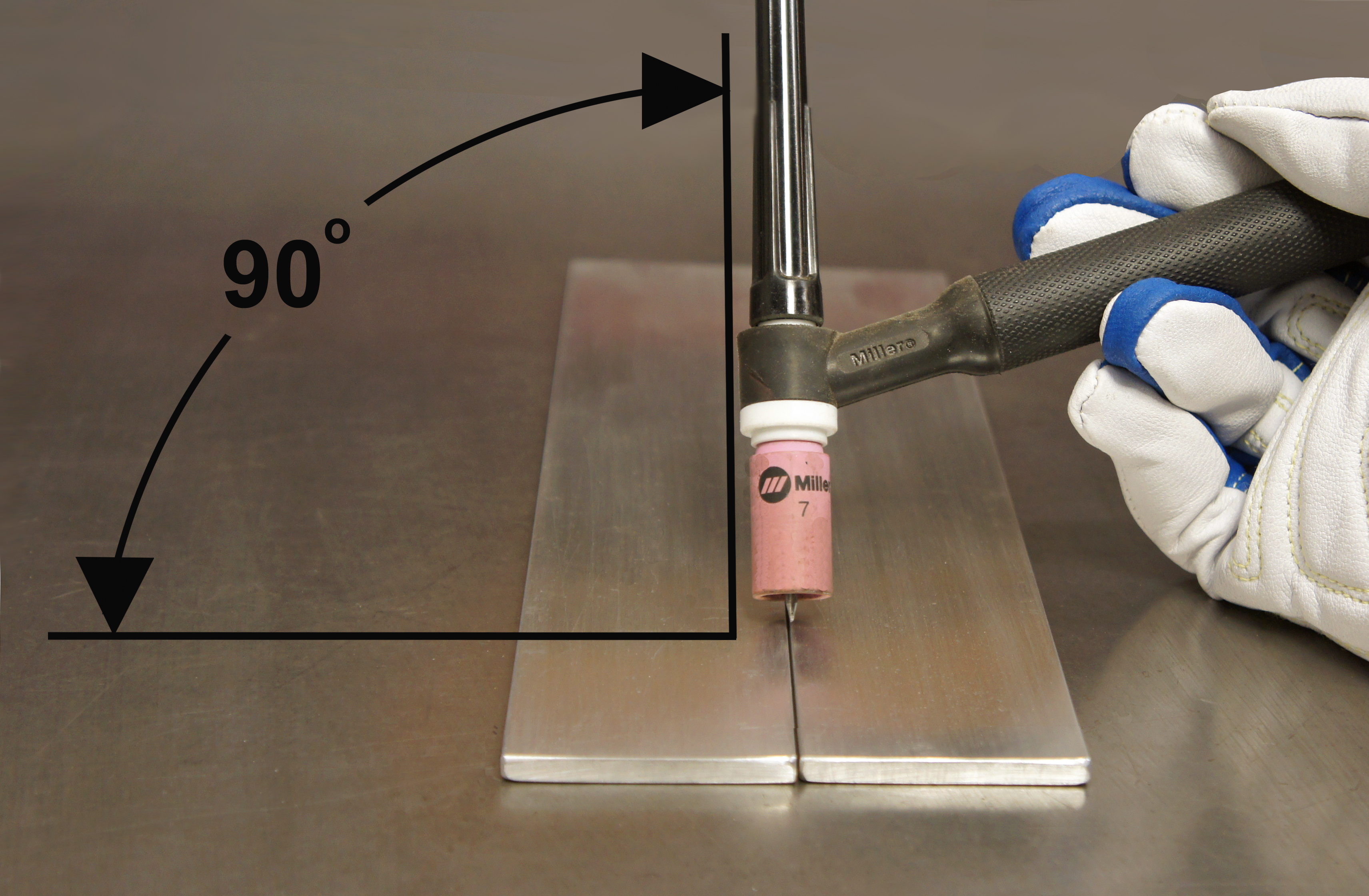
The “work” angle of the torch is also important. With a butt weld, the torch is normally at 90 degrees to the metal, as viewed from the end of the joint.
For making a fillet weld, where the pieces being joined are perpendicular, the work angle is usually 45 degrees, although you may need to modify this sometimes — like when joining metals of different thickness.
As you can see, there’s a lot going on as you are making a weld, and the key is controlling the angle, movement and distance of the torch in relation to the base metal. This requires making constant, minute adjustments with your torch hand. Simultaneously, the hand that feeds the rod has to move, adding precisely the right amount of filler metal, deposited at the leading edge of the moving puddle, while always keeping the tip of the rod inside the small envelope of shielding gas — whew!
4 TIG welding tips and tricks
Here are four tips that can help you attain this fine level of control.
Tip #1: Get comfortable. Your body position affects weld quality.
Sit whenever possible for better stability.
If standing, adjust your stance to reduce strain.
Even small changes in posture can improve control.
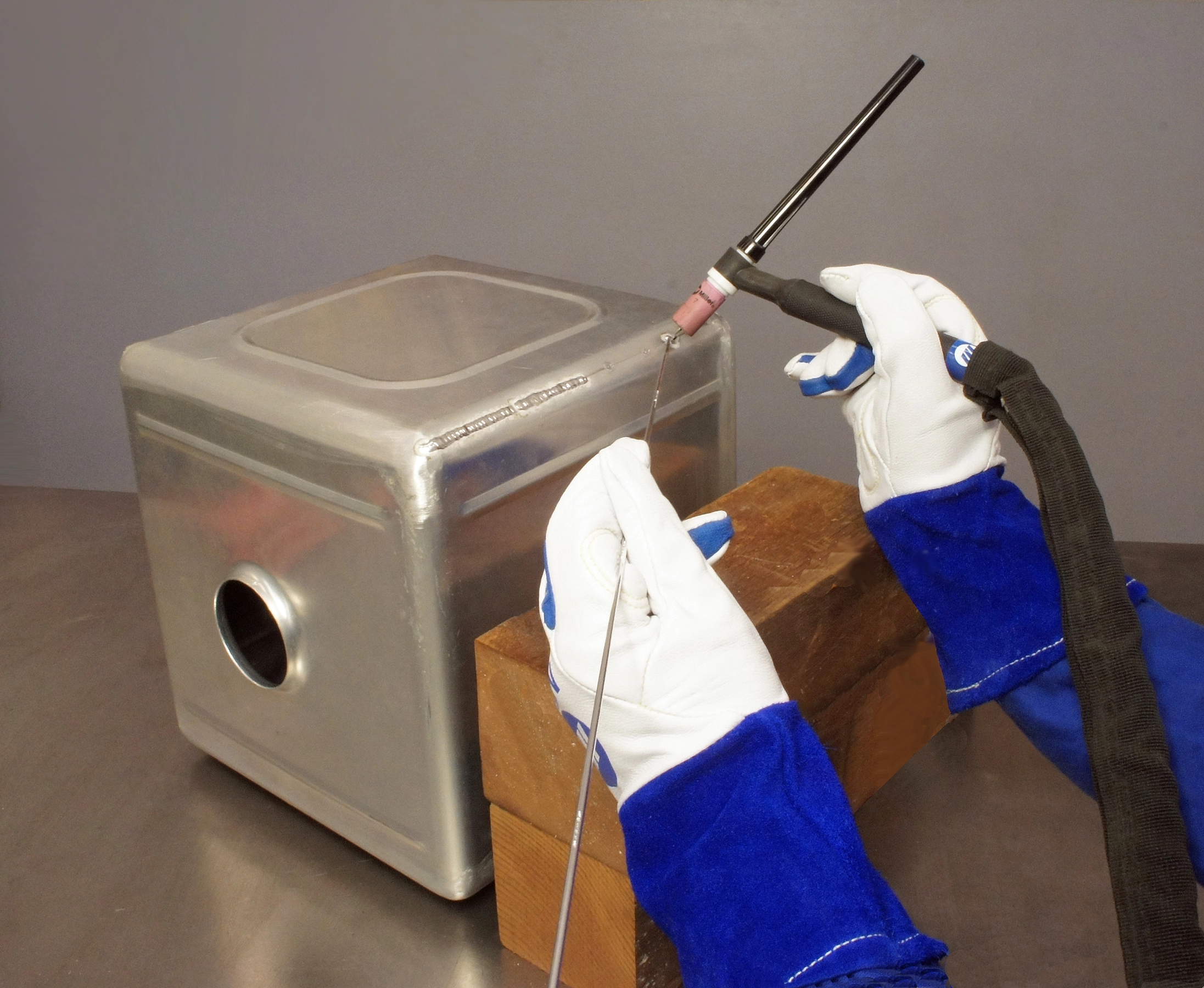
Tip #2: Look for ways to support your hands while using the torch.
Having good support for your hands or arms is crucial for moving the torch with precise control.
Rest wrists on the part being welded or use blocks for stability.
Keep wood or metal blocks handy for positioning.
Some welders use support bars to slide their torch hand along the joint.
For awkward positions, use elbows, forearms or even your hip for support.
Tip #3: Do a practice run.
This may sound silly, but you’ll find that many professional welders do this before every pass.
Get into a comfortable position with support blocks in place.
Move your hands along the path before striking an arc.
Adjust for longer passes and less stress.
Build muscle memory for smoother welding.
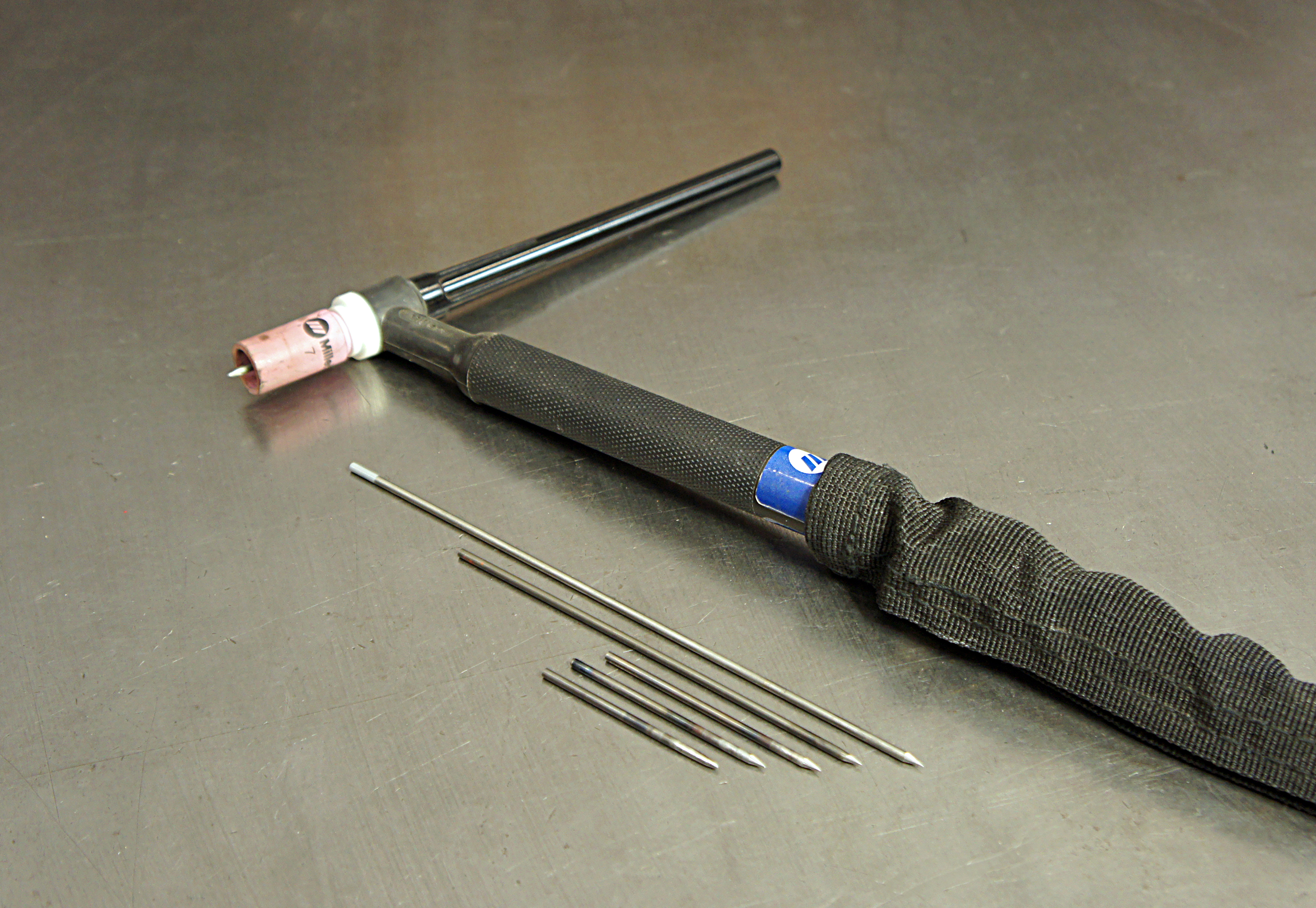
Tip #4: Clean a contaminated electrode immediately!
Every welder will contaminate their electrode at some point, but it’s essential that you replace it immediately. Keep a group of pre-sharpened electrodes handy and swap them out as needed.
Key takeaways
Keep the arc length short. This will control the size of the weld puddle and make getting a clean and consistent deposition easier — especially when paired with precise amperage and arc control from machines like a Dynasty or Maxstar.
Find the right torch angles. Use a position that allows the shielding gas to cover the weld and allows you to have good control over the torch and filler metal.
Clean your metals well and prevent contamination. Contamination weakens the weld, and TIG welds are particularly sensitive to contamination.
Visit our TIG Welding Guide for more in-depth articles and resources, like the TIG Weld Setting Calculator, which can help you identify settings for your welds dependent on the material and type of weld.
About Ron Covell
Ron Covell is a talented welder and metalworker in the automotive industry. Covell is a contributor for Hot Rod Network, where he has a popular column titled, "Professor Hammer's Metalworking Tips." He also owns Covell Creative Metalworking, offers instructional metalworking DVDs and hosts workshops around the country.