Understanding tungsten electrode types
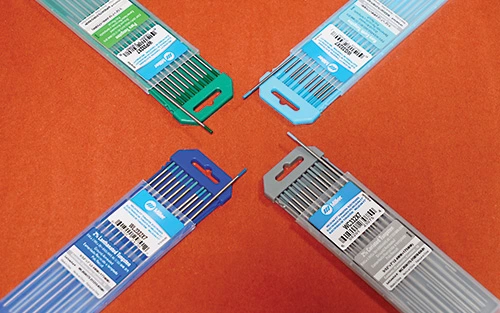
Pure tungsten (green)
Pure tungsten was the first electrode used when TIG welding was introduced in the 1940s. TIG welding was developed to efficiently join aluminum and magnesium alloys, and pure tungsten was a good choice because it has the highest melting point of all metals. With the transformer-based power sources of that era, pure tungsten worked well for AC welding, which is standard for aluminum and magnesium.
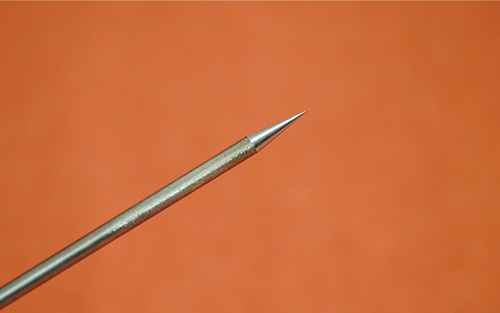
Historically, welders prepared the tungsten by “balling” the tip — melting it briefly in reverse polarity so it solidified into a smooth, shiny ball. This created a wide, stable arc and allowed the electrode to carry high current without contaminating the weld puddle.
However, as the industry shifted from transformer-based to modern inverter power sources, the need for balling electrodes became unnecessary, and pure tungsten electrodes were replaced by blends that deliver superior arc stability.

Thoriated tungsten (red)
For DC welding — used on all metals other than aluminum and magnesium — adding a small amount of thorium (typically 2%) to the tungsten electrode was a game-changer. This improved arc starts and increased the electrode’s current carrying capacity, making thoriated tungsten the go-to choice for decades.
Like pure tungsten, thoriated tungsten has also fallen out of favor with modern welding equipment for two key reasons:
Performance: Newer electrode types offer better compatibility with inverter technology.
Safety: Thorium is slightly radioactive, and handling thoriated electrodes poses health and environmental risks at elevated exposure levels.
Lanthanated tungsten (blue)
Lanthanated tungsten has become one of the most popular choices for TIG welding — and for good reason. The 2% lanthanated tungsten (color-coded blue) is a true all-purpose electrode. It delivers excellent arc starts, handles high current without spitting and maintains a stable arc at both high and low amperage. Best of all, it works on all metals.

Ceriated tungsten (gray)
2% ceriated tungsten (gray) is another versatile option, especially for low- and medium-current applications. It offers good arc start and restart characteristics with no spitting, making it a reliable choice for welding all types of metals. If you often work at low amperage, this electrode is worth considering.

Rare earth tungsten (chartreuse)
Rare earth tungsten (chartreuse) stands out for its exceptional low-current arc starting performance. It works on all metals and is often the preferred choice for automated welding.

Zirconiated tungsten (white)
Zirconiated tungsten (white) is good for welding aluminum and magnesium alloys. It offers better arc stability and starting performance than pure tungsten, along with high current-carrying capacity, making it a solid choice for these specific applications.