Ron Covell Shows You How to MIG Weld Aluminum with a Spool Gun
Ron Covell
Owner, Covell Creative Metalworking
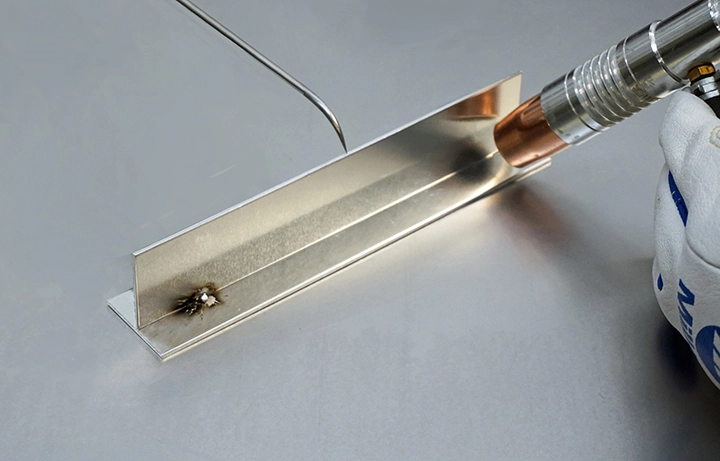
Spool gun welding on aluminum
MIG welding is a staple for commercial fabrication and repair facilities. While steel is the most used metal for welding due to its strength, affordability and versatility, aluminum is gaining popularity as the second most widely used material. Aluminum offers the advantage of reducing weight while maintaining good strength and workability. This makes it an increasingly important role in transportation industries, where “adding lightness” is essential for making vehicles more fuel-efficient and forgetting more range from battery power. While most welders TIG weld on aluminum, not everyone knows that MIG welders like the Millermatic® 211 PRO can effectively weld aluminum.
Challenges of MIG welding aluminum
MIG welding machines usually house a wire spool inside the case, which is fed through the gun cable to the weld. This delivery system works well for steel but poses a challenge for softer aluminum wire which can sometimes bind, especially when being pushed through a long cable draped over obstacles.
Fortunately, there is an easy solution for this issue — using a spool gun. This type of gun holds a spool of wire, so the feed path is short and straight. The Miller® Spoolmate™ 150 spool gun is a direct replacement for the gun on the Millermatic 211 PRO and requires no tools for installation.
How to set up your equipment
To MIG weld aluminum, pure argon gas is required, not the argon and CO2 mixture commonly used for welding steel. You can use the same regulator or flowmeter that is used with the C-25 gas.
Once the spool gun is installed, load your spool, connect your gas and you’re ready to dial in the settings. The Spoolmate 150 integrates seamlessly with the Auto-Set™ feature on the Millermatic 211 PRO, allowing you to start simply by dialing in the material thickness and the wire diameter.
Welders commonly use a short-circuit arc to weld steel, which produces the familiar “frying bacon” sound. However, aluminum welding with a spool gun utilizes the much faster spray transfer mode. This may take some getting used to, since you’ll need to move the gun quickly to keep up with the process.
Tips and techniques for aluminum welding with a spool gun
When it comes to aluminum welding with a spool gun, there are several tips and techniques that can help you achieve the best results. Understanding the nuances of this process is crucial for ensuring strong, clean welds. Below, we will explore some key practices that can make a significant difference in your welding projects.
Use a push technique and proper work angle
You should always use a push technique with the spool gun. Use a 20-degree work angle to ensure the shielding gas can keep the atmosphere away from the weld zone. Laying the gun down flatter may compromise the gas coverage at the weld.
Set the correct gas flow and wire stickout
You will have to experiment to find the proper gas flow, but 35 cfh is a good place to start. Insufficient gas flow can cause heavy black soot to form around the weld area. It’s very important to have sufficient wire “stickout” when welding aluminum — 1/2 to 3/4 inch is recommended. If your stickout is too short, the wire may burn back and foul the contact tip.
Adjust wire feed speed and voltage
While the Auto-Set feature works with the spool gun, I have found that minor adjustments to the wire feed speed and voltage can help achieve ideal penetration and bead contour and minimize the formation of soot in the weld area. Find the recommended settings inside the machine’s cover; they are a good starting point for adjustments you want to make.
You can easily adjust the settings for wire feed speed and voltage with the dials on the machine’s front panel.
Ensure cleanliness
Cleanliness is important with any welding process, but aluminum is particularly intolerant of any surface contamination. The best practice is to first use a degreaser to remove any oily contaminants on the metal. Next, carefully scrub the weld area with a dedicated stainless steel wire brush, then wipe oxide dust created from brushing before welding.
Practical trials with the Spoolmate™ 150
When conducting practical trials with the Spoolmate 150, it's important to understand the techniques and settings that yield the best results. Through various tests and adjustments, you can achieve clean and strong welds on aluminum sheets, plates and castings. Below, we will delve into the details of different welding trials and the optimal settings for each.
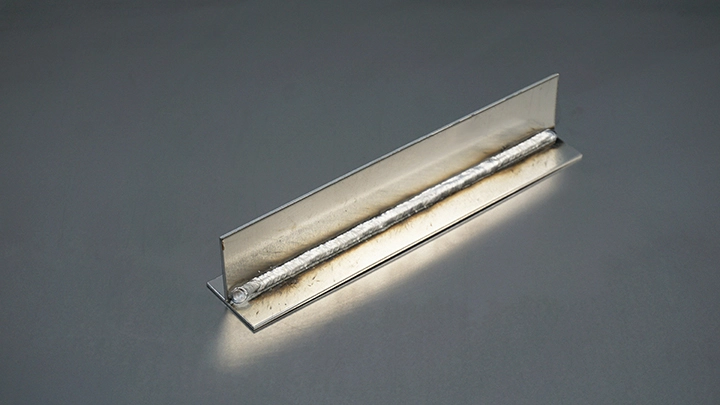
Fillet weld on aluminum sheet
The first trial I did with the Spoolmate 150 gun was a fillet weld on 0.080-inch aluminum sheet, using 0.030-inch 4043 wire. I temporarily held the parts in the proper alignment and tack welded them together.
After several tests, I got the best results with the voltage set at 15.5-16.0 and the wire speed at 420-425 ipm, using 30 cfh gas flow. The best gun angle was 45 degrees from each side of the joint, with a 20-degree travel angle. I experimented with moving the gun faster and slower until I found the speed that gave me the best bead profile. You will often see a little black soot develop at the edges of an aluminum MIG weld. However, it was minimal at these settings. I removed the little soot left with one or two swipes of a wire brush.
Lap joint on aluminum plate
Next, I set up a lap joint on 3/16-inch plate. I did a few tests to find the settings and travel speed that would produce a bead that filled the step completely and leave a nicely rounded bead profile. I held the gun at 45 degrees from the work and used a 20-degree travel angle.
Corner weld on aluminum plate
The next test I did was a corner weld on 1/4-inch aluminum plate. Fixturing the plates corner to corner, 90 degrees to each other, automatically created a small trough. I held the torch vertically while using a 20-degree travel angle. I also experimented with different travel speeds until I found what worked best. In the end, I got a nicely rounded weld bead that just filled the trough.
Weld aluminum castings
The spool gun works well for welding aluminum castings, too. I happened to have some cast components of a motorcycle oil tank, and I welded two sections together, getting a nice clean joint. On thicker castings, using a carbide burr to prep or bevel the joint will help. Do not use standard abrasive grinding wheels on aluminum. It will embed particles from the wheel into the aluminum, causing contamination during welding.
All in all, I found the Spoolmate 150 spool gun quite easy to set up and use. The process is similar to using a traditional MIG gun, but aluminum has some unique properties that you’ll appreciate. Miller offers other spool guns, such as the Spoolmate 100, which is less expensive but has a shorter cable and lower duty cycle and is only recommended for 4000 series wire. The Spoolmate 150, compatible with both 4000 and 5000 series wire, is a better choice if you need high output capacity.
Exploring the full potential of advanced welding tools
The Spoolmate 150 integrates with several Miller welding machines, but to fully explore all its features, the Millermatic 211 PRO is an excellent option. The machine can run on either 120 or 240 volts by simply swapping ends on the multi-voltage plug (MVP™). For professional welders seeking a versatile and efficient solution for MIG welding aluminum, the Millermatic 211 PRO with the Spoolmate 150 spool gun offers and outstanding combination of performance and convenience.
MIG Weld Aluminum
Posted Sep 18, 2025
About Ron Covell
Ron Covell is a talented welder and metalworker in the automotive industry. Covell is a contributor for Hot Rod Network, where he has a popular column titled, "Professor Hammer's Metalworking Tips." He also owns Covell Creative Metalworking, offers instructional metalworking DVDs and hosts workshops around the country.