Step 3: Practice TIG welding puddle control
Using the tips previously discussed about proper hand and torch placement — and without adding any filler metal — establish the puddle and walk it down the workpiece.
Key considerations:
- Welding aluminum heats up quickly—like driving a car downhill—it picks up speed as it gets hotter.
- Monitor the puddle as you move along in order to keep the puddle width consistent.
- Ease off the foot pedal as the piece heats up to avoid puddle washout.
- At the edge of the workpiece, heat builds faster—adjust pedal press accordingly. However, if you don’t put enough heat into the puddle, the puddle will disappear, the arc will become erratic and you’ll do nothing more than etch the aluminum.
The following sequence of photos shows how speed and heat affect the puddle:
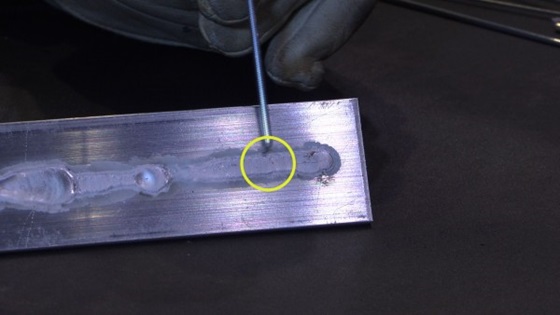
Fig. 1: Proper puddle width, maintaining speed and distance between the tungsten and the workpiece.
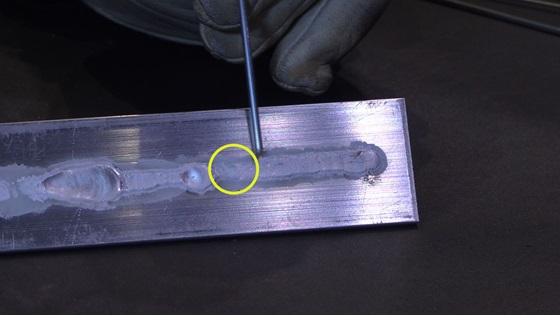
Fig. 2: Moving the torch too quickly along the piece causes you to lose puddle control. Slow down while maintaining heat input.
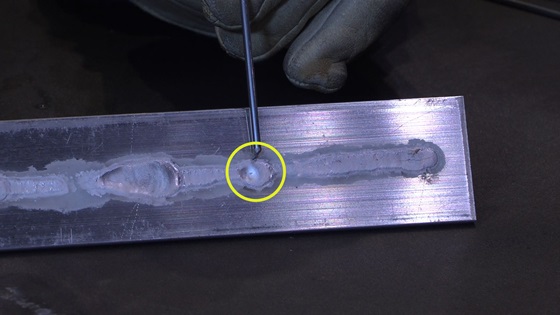
Fig. 3: Slowing down torch speed too much and adding too much heat to the puddle causes problems related to excess heat input, as seen in the weld here.
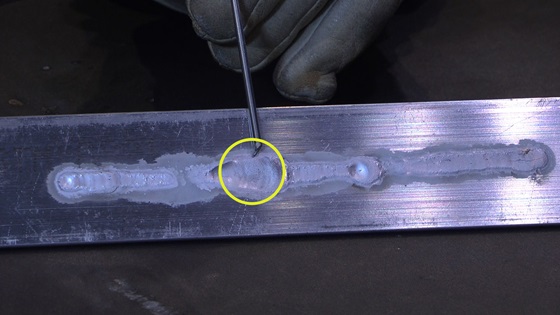
Fig. 4: Even with proper speed, adding too much heat to the puddle causes you to lose control of the puddle, as seen here. Find the balance between speed and heat input.
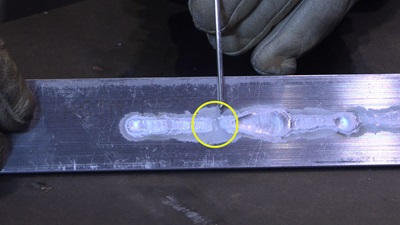
Fig. 5: Proper torch speed, but not enough heat put into the workpiece causes the puddle to disappear.
Lay down a puddle like this without filler metal numerous times to practice maintaining speed, distance and puddle width. Because the piece gets hot so quickly, set it aside and pick up another one before continuing. The hotter the piece gets, the more out-of-control the puddle becomes, which makes training difficult.