How to Choose MIG Welding Consumables to Optimize Productivity

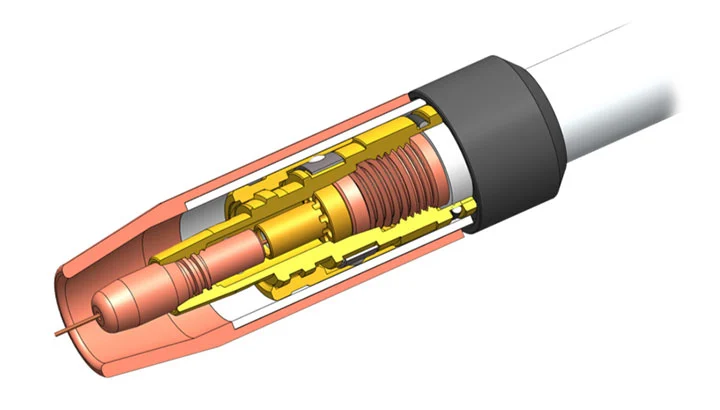
MIG welding consumables
Many factors influence consumable selection for gas metal arc welding (GMAW or MIG). Chief among the factors is productivity. Because labor accounts for 85% of the cost of making a weld, it’s important to choose consumables based on how well they improve welder productivity and minimize downtime.
More operations are also challenged by increasing welder retirements and turnover while customer demand continues to grow.
Knowing what to look for when making the selection helps you extend MIG consumable life and maximize welder efficiency. The AccuLock™ Consumables System incorporates advanced design features that help ensure higher productivity and optimized wire feeding — while also simplifying installation and maintenance.
Learn more about optimizing the performance of three key consumables: liners, contact tips and nozzles.
Liners
In MIG welding, the electrode wire is continuously fed through a cable liner in the welding gun.
Traditionally, round wound liners have been used as the standard in MIG guns. However, Bernard MIG guns now come standard with E-Z Feed™ Liners for both front and rear load liners. E-Z Feed™ Liners feature a galvanized coating and a unique enhanced coil profile that reinforces rigidity and wire support. This allows for smoother, more consistent wire feeding, even in challenging applications.
You need to replace liners occasionally because they wear out from continuous use or become kinked from improper use. Decreasing the friction between the liner and the wire and preventing improper use help to minimize liner replacement and maximize welder uptime. Kinks in the liner cause the wire to catch and can result in erratic arc performance. This often leads to additional operator downtime caused by more spatter cleanup.
To maximize liner life and reduce post-weld cleanup, you can blow out the liner with compressed air from the contact tip end or from the feeder end to remove dirt or copper flaking.
Issues with improper liner installation or trimming are common causes of problems such as bird-nesting, burnback and erratic arc.
The AccuLock Consumables System locks in place and concentrically aligns the liner with the power pin and contact tip for a flawless wire feeding path with no gaps or misalignments. There is no liner measuring required during installation or replacement. Welders simply cut the liner flush with the back of the power pin for perfect liner trimming every time. These features decrease the risk of improper installation.
It is typical to change liners when you switch electrode size. Although you may use some liners for multiple wire sizes, improperly sized liners can cause poor feeding. The liner size needs to match wire size, usually within a specific range. For example, a 0.035-inch wire typically is used in a liner capable of running 0.035-inch to 0.045-inch wire.

Using tapered, nonthreaded contact tips, nozzles and diffusers can help welders fit into spaces that have limited accessibility.
Contact tips
To transmit current to the electrode wire, the welding gun must make electrical contact with the wire. This electrical contact occurs through a contact tip that the wire feeds through.
The contact tip's size corresponds to the wire diameter. For example, a 0.035-inch contact tip corresponds to an 0.035-inch wire. However, this is not the only consideration. The contact tip size you choose also depends on the application. Industrial applications require large contact tips, which have more mass and help to keep tip temperatures lower than small tips do.
Contact tips are available in tapered and nontapered designs. Tapered tips typically are long and used with tapered nozzles in applications with restricted access and limited space, such as pipeline welding. Nontapered tips have more mass in the front and tend to hold up to heat better and last longer.
Adding to the ease of installation of the AccuLock Consumables system, the contact tips feature coarse threads that easily mate with the gas diffuser, lessening the chance of cross-threading and speeding contact tip replacement. In addition, AccuLock Consumables are designed to reduce heat buildup since the contact tip tail within the diffuser is cooled with shielding gas for long product life. The tapered design of the consumables tightly locks all conductive parts together to minimize electrical resistance and further reduce heat buildup.
When contact tips begin to wear, an oval hole can start to develop. This phenomenon, called keyholing, can lead to irregularities in the arc from poor electrical pickup. Irregularities in the arc can increase spatter, which in turn leads to more post-weld grinding. This is an inefficient use of a welder's labor — every additional minute of grinding is one less minute of valuable production time.
Because non-threaded contact tips do not require tools to change, they are quicker to replace after burnback. Some fabrication shops use tips that have just four settings, such as flush with the end of the nozzle, 1/8-inch recess, 1/4-in. recess, or 1/8 in. stick out. Fewer choices improve consistency among welders.
Nozzles
The nozzle directs the shielding gas to the weld. Like contact tips, nozzles are either threaded or nonthreaded and come in many different shapes and sizes for various applications.
For spray arc transfer or pulsed spray of solid wire, the nozzle should extend past the contact tip. This helps deliver the shielding gas closer to the arc when required to use longer electrode stickout. It also helps the contact tip run cooler.
In short-circuit transfer mode, the contact tip should be flush or extend just slightly past the nozzle, allowing for the short electrode stickout required. Since a certain amount of spatter occurs with this type of transfer, extending the contact tip can help decrease spatter buildup on the nozzle. This, in turn, allows the gas to flow unrestricted.
The size of the nozzle opening depends on the size of the weld puddle, the volume of shielding gas required, and the difficulty in reaching the area that needs welding. For example, when welding deep V-groove butt joints, a small, tapered nozzle may be necessary to get the contact tip close enough to the weld puddle. In contrast, high-voltage, high-amperage applications usually require high gas flow rates, so a nozzle with a large inside diameter gives better shielding gas coverage of the larger weld pool.
A good rule of thumb is to use the largest nozzle that fits the application. For an application that has restricted clearance or limited visibility, a small nozzle might be the best choice. But generally, bigger tends to be better because the larger the nozzle, the more gas coverage it provides.
Nozzles typically are made from brass or copper. Copper nozzles are well-suited for use in heavy industrial applications because of their ability to withstand intense heat. Brass nozzles resist spatter better, but tend to melt or burn when exposed to extreme heat.

In applications in which welds are visible on the finished product, look for consumables that require the least post-weld cleanup. For example, components that improve arc starts and thereby reduce spatter result in less cleaning.
Optimize MIG welding consumables
The optimal welding consumable is one that provides the best quality, the longest life and is the simplest to replace. The better the consumable quality, the less post-weld work that’s needed — and the less downtime that’s incurred. Also, the longer the consumable lasts and the simpler it is to replace, the less time you spend troubleshooting and replacing it.
Time is money, and whether you are choosing a large power source or a small consumable, choosing the right equipment is essential to maximizing productivity in your welding operation.
Article provided by www.bernardtregaskiss.com.