
Article
How to Reduce Welding Troubleshooting With Suitcase Wire Feeder Technology
Are you or your welders experiencing wire feeder problems? Learn how to avoid issues with the right suitcase wire feeder.
Identifying common hidden costs in your field welding operation can help keep your project on time and on budget.
What are the true costs of welding for your project? Whether your jobsite involves structural construction or process pipe, this question can be difficult to answer. Direct welding costs — equipment purchases, labor hours, filler metal, consumables and more — are easily tracked and understood. The real challenge is recognizing the indirect costs that are often overlooked or viewed as unavoidable. Identifying these common hidden costs can help keep your project on time and on budget.

Walking between the joint and the welding power source to change parameters and processes adds up to hours wasted every day. This time especially snowballs on larger jobsites where the welder may be hundreds of yards or several stories away from the machine. If a welder makes the trip four times a day and takes an average of 15 minutes each time, that’s 250 wasted hours per year — totaling $11,250 in lost productivity. If the application involves frequent changes to welding polarity, such as in pipe welding, the lost time and money can be significantly more.
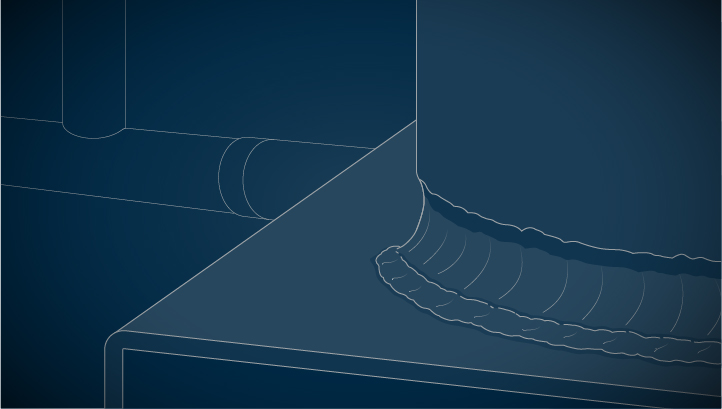
These typically stem from a failed inspection, undercut, over welding or numerous other causes. Rework and repairs not only eat up labor hours — they also waste materials and consumables. The later in the process that a mistake is caught and rework happens, the more costly it becomes for your project. For example, a weld defect that’s discovered after all the weld passes are complete is much more expensive to grind out and replace than a defect that is caught after the first weld pass.
When it comes to controlling welding costs, you may be at a disadvantage before welding even starts. Something as simple as improper fit-up or overwelding adds time and wastes money. When the gap between parts to be welded is too large, for example, the operator has to use more filler metal and possibly make more weld passes. Poor setup can also lead to a greater potential for defects — and more costly rework. Whether the improper fit-up stems from bad fitting during tacking or from poor parts arriving from the manufacturer, it can add substantial costs. On a typical jobsite, labor accounts for 80% of welding costs while filler metal accounts for 10%, so finding ways to save on both of those things can put money back into your budget.
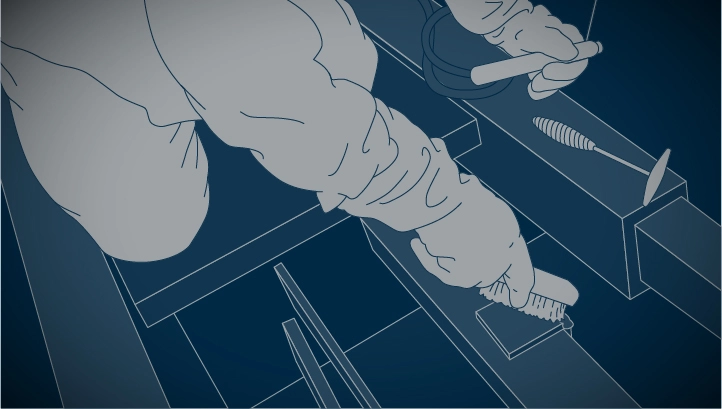
Excess spatter or slag can be caused by using the wrong welding process, filler metal or shielding gas. Certain welding processes produce more spatter than others or result in a slag that requires additional time for interpass or post-weld cleanup. Using cheaper filler metals can also add time because they often require greater material preparation before welding and more cleaning after welding. Saving even five to 10 minutes of grinding on each weld pass can add up significantly over an entire shift.
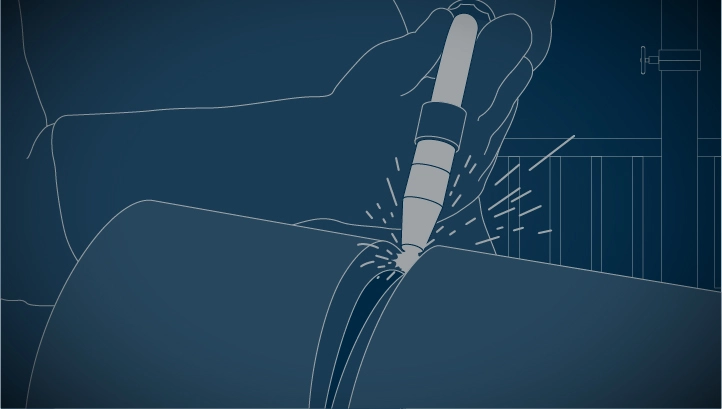
Using an unoptimized or incorrect process can result in costly consumable waste, whether it’s filler metal or shielding gas. When operations use stick welding on the jobsite, it’s common to include an expected stub loss of 20% or more in the budget for filler metal needed to complete the job. To convert this figure into lost profits due to scrap, simply multiply the total electrode expense by this percentage. Another example of added consumable expense is the gas back purge that is required when TIG welding stainless steel pipe.
It’s easy to overlook indirect or hidden costs in your welding operation, but it’s important to be aware of these factors and think about what they are costing you. Often, the biggest hidden expense in any operation is the cost of maintaining the status quo and not considering more productive solutions.
Are you or your welders experiencing wire feeder problems? Learn how to avoid issues with the right suitcase wire feeder.
Switching between TIG and stick polarity is made easier with new technology from Miller, which allows operators to make changes at the joint.

Follow these four maintenance tips to prepare your gas engine welder/generator for the winter months and ensure its operation at any time.