Miller Electric Mfg. Co.’s welding generators help utility products specialist overcome problems related to voltage spikes and variations.
According to Mike Deason, C.E.O. of M.T. Deason, the Trailblazer® 302 and Bobcat 250 provide the following benefits:
- Generator power runs polyethylene pipe fusion machine better than any competitive product.
- Both machines provide excellent Stick welding arc qualities for welding steel pipe.
- Both the Bobcat and Trailblazer® offer 10 kW of Accu-Rated – not inflated – generator power.
- The Bobcat and Trailblazer® both provide very smooth AC electric power.
- Only Miller provides a solid, clean waveform and 5.0 kVA of 115 V power to run his company’s electrofusion processor inverter.
- Welding generator meets the needs of utilities, service trucks.
- Manufacturer Using Miller to Power the Future of Electrofusion
For utility companies and municipalities that install and maintain natural gas and water lines, choosing which welding generator to install on a fleet of service trucks involves analyzing key criteria. Criteria include size/weight, fuel type, generator power output, welding output and arc quality or arc performance. Historically, arc quality created the most debate, especially among those with strong brand preferences. Now, however, trends in pipe fusion methods—specifically, the rise of electrofusion—will soon create an equally heated discussion over generator power quality.
“Most of the utilities companies will need to weld both steel and polyethylene,” says Mike Deason, C.E.O. of M.T. Deason Company, Birmingham, Ala. “Why not have a generator-welder that has a great arc for welding steel, as well as run smooth power for running an electrofusion machine? Among welding generators, our tests showed that the Trailblazer® and Bobcat from Miller Electric Mfg. Co. provide the cleanest, smoothest AC electrical waveform available. In fact, they are the only welding generators we recommend for use with our MTD TRI FUSION Universal Electrofusion Processor.”
 |
| (Fig. 1) Soon to be a common sight, gas & utility companies are beginning to look at processes to weld both polyethylene as well as traditional steel pipe. Together, Miller and M.T. Deason offer the perfect solution. |
Pipeline Trends
According to the Plastics Pipe Institute, more than 90 percent of the pipe installed for the natural gas industry in the U.S. and Canada is polyethylene (PE). Since 1960, the gas industry has been using medium and high-density polyethylene (MDPE & HDPE) for distribution piping as a cost effective alternative to steel requiring no cathodic protection.
According to Deason, PE pipe has grown in popularity and size over time, climbing from diameters of 2 to 12 inches. He says that most gas companies typically shift to steel pipe for diameters greater than 8 inches and for pressures greater than 100 psi.
At 1/8th the weight of steel, PE costs less to transport. It is also resilient to a variety of natural forces such as abrasion, temperature and soil shifts, internal pressure and weather resistance (no need for a special coating). Plus, joining and repairing PE is much easier, faster and cost efficient than steel.
There are three methods used to join PE pipe: butt fusion, mechanical fittings and the newest technology, electrofusion. With electrofusion, an electrical current melts and then fuses PE pipe within sockets and couplings. The fused weld has the same properties as the parent material. The process is also less invasive, requiring a much smaller trench for repair equipment than traditional butt fusion welding.
Clean Power for Quality
Modern electrofusion processors are built off two technologies, transformers and inverters. Just as with welding equipment, transformers are the heavier, older technology and inverters are the more modern, lighter weight technology. However, both technologies are susceptible to primary power fluctuations. With a transformer, a loss or spike in power affects the quality of the fusion and may endanger the strength of the pipe. Inverters work with more sensitive electronic technology and need a very clean AC waveform to produce a perfect fusion weld.
After testing a variety of stand-alone generators and welding generators with its electrofusion processor inverter, M.T. Deason determined that only one brand of welding generator supplied a solid, clean waveform and 5.0 kVA of 115 V power: Miller.
“Miller is the first company we’ve run across that has a welding generator that we feel comfortable recommending. I think the gas industry?—the distribution market especially?—would be interested in knowing about the 10,000 watts of Accu-Rated™ power available on the Miller Bobcat or Trailblazer,” states Deason. “If you need the ultimate welding performance, or the ultimate combination of generator power while welding out in the field, buy the Miller Trailblazer.”
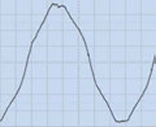
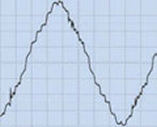
The Bobcat and Trailblazer produce very smooth AC electric power. “Smooth” power means that the voltage and frequency are stable, and that they are free from excess electrical “noise” (no flickers resulting from interference, no harmonic distortion). When connected to an oscilloscope, the Bobcat and Trailblazer produce a smoother sine wave that is similar to “wall power” in quality.
Figure 2 compares the actual waveforms produced by the Bobcat and a competitive unit. As you can see, the competitive unit’s power exhibits more noise and less stability. The Bobcat features a unique, 10-degree skewed rotor design that optimizes generator performance for smooth power. By skewing the rotor, Miller engineers determined that they could produce smoother power (Miller designs and builds its own rotors and stators in Appleton, Wis.).
 |
 |
|
(Fig. 2) The graph above shows the power stability of the Bobcat 250 when compared to a competitor. The spikes indicate electrical noise that would disrupt sensitive electronics such as an electrofusion processor.
|
The Trailblazer also features a unique generator design (more on this later), but it too, produces smoother power. Both machines also produce Accu-Rated, not inflated, generator power. This means that both machines will deliver 10,000 watts of usable peak power for a minimum of 30 seconds. Peak power is usable for maximum generator loads, such as motor starting. Some competitors claim certain amounts of peak power, but the duration of such power is extremely short.
While typical contractor and construction tools are built to withstand “dirty” power, industry experts note that inexpensive motor or generator components may adversely affect electric power production. They recommend using the highest quality portable generator you can afford for powering electronic equipment, which includes the MTD TRI FUSION processor.
Electrofusion Processor
The MTD TRI FUSION Electrofusion processor looks like a modest-sized aluminum toolbox. It weighs 36 lbs., including the carrying case and leads. The “core” of the machine is a power inverter and two electrical leads. To fuse pipe together, special couplings slip over the pipe ends and connect to the electrical leads as seen in Figures 3 and 4. The couplings contain metal coils that, when power is applied, will melt the coupling and the base pipe at a precise temperature for a precise time (Figure 5).
 |
(Fig. 3) M.T. Deason’s TRI FUSION Processor is shown here with its two electrical leads connected to a polyethylene pipe reducer. |
 |
 |
| (Fig. 4) Many polyethylene pipe attachments are available along with this 90o elbow. |
(Fig. 5) Polyethylene pipe attachments contain metal coils as seen in the elbow above. The electrofusion processor applies a voltage at a precise temperature and time to these coils melting the attachment to the base pipe. |
The TRI FUSION processor will “weld” a 4- to 2-in. diameter HDPE pipe reducer with a wall thickness of .406 in. about 70 seconds. The pipe needs to cool for about 10 minutes before it is safe to handle. If operators forget the fusion parameters, no worry: a bar code on the coupling automatically sets the processor (Figure 6). The TRI FUSION processor also automatically “reads” the correct parameters when connected to any coupling. The processor monitors and tests each fusion and it provides a printed report after each weld with the option of storing up to 200 welds in memory for print out at the end of the day. Operators receive immediate feedback that the machine applied the correct amount of power necessary to create a sound, “on spec” fusion.
 |
| (Fig. 6) Operators can scan a barcode telling the electrofusion processor exactly what attachment it’s connected to, the voltage to use, and for how long to apply the voltage, including the cooling time. |
With a lightweight, portable machine and a faster, higher quality process, Mike Deason was ready to promote his unique processor to the utility industry. But first, he needed a source of generator power. Being from the south and in the pipe business, Deason naturally tried testing his fusion machine with a competitive brand of welding generator. However, fusion quality reports, which measure amperage, showed that the competitive machine delivered insufficient or fluctuating power. In turn, this resulted in a flawed fusion.
After a brief search on MillerWelds.com, Deason learned of the Bobcat’s design for smooth electrical output. Tests with the Bobcat and Trailblazer were successful every time making them a perfect pairing for use with the TRI FUSION Processor. Service truck owner/operators now have another tool to make their trucks more versatile with the ability to weld PE as well as steel pipe.
Arc Quality Revisited
Historically, welding operators preferred the arc characteristics from a DC welder generator. Chosen for its Stick welding characteristics, contractors use the machines to perform both open root welds using E6010 rod and all-position welding on structural steel with an E7018 rod. Technology has dramatically advanced, creating a new breed of machines that have more focused arc characteristics.
The Trailblazer 302 has four preset DIG settings for Stick welding offering the best arc characteristics for different electrodes and joint designs. The amount of DIG determines how much the amperage (heat) will vary with Stick arc length. The four settings allow operators to easily switch between Soft arc and smooth 7018 electrode performance, Medium-soft arc, Medium-stiff arc, and Driving arc, as used in pipe welding with a 6010 electrode. The preset DIG settings, along with a combined Process switch, make the Trailblazer easy to set up without the complication of multiple switches found on older machines.
The Trailblazer also has two major power advantages over other machines: it is he only machine that has a separate weld and 10,000 Watt power generator. As referred to in Figure 7, The 4-pole, 3-phase weld generator is the most efficient and produces the best arc quality in its class. The advantage of having two separate generators is that there is no power interference between the welding arc and running grinders, power tools, or electronics as sensitive as an electrofusion processor. Generator power is independent of weld control settings.
 |
| (Fig. 7) The Trailblazer has two generators dedicated for specific functions: a 4-pole, 3-phase generator for welding and a separate generator for strong auxiliary power. This separation allows operators to run grinders, power tools, etc. without any interaction with the welding arc. |
Electronic Sensitivity to Power
High-voltage or electrical “noise” can interfere or possibly damage electronics. Most products such as home furnaces, air conditioners and electrofusion processors feature built-in protection from drastic voltage spikes. If you want an electronic device to work properly, select a generator that is free from voltage spikes and dirty power. This will not damage electronic equipment, but voltage variations will cause electronic equipment to malfunction or produce errors in operation, which is what M.T. Deason experienced while testing their electrofusion processor on a competitive welding-generator.
Equally important, electronics need the right amount of power voltage. Providing “stiff” power is essential to keep tools functioning properly. For example, if electrical voltage for a 120V device gets too low or too high, it will effect the electronic operation. Also, a lot of generators experience a drop in power when a load is added, and that can cause electrical devices to shut down. When voltage drops, amperage and heat increases. This causes most electronic devices to shut down, protecting themselves. Both the Bobcat and Trailblazer are designed to avoid voltage spikes and noise while delivering stiff power.
New Jobsite Trends
Whether contractors own a fleet of engine drives or have an independent rig, a new engine drive can open many possibilities related to cost savings and opportunities for different types of welding work. With a continuous rise in fuel prices, utility contractors and municipalities need to consider a machine’s weight and rate of fuel consumption. Heavier engine drives burn more fuel, cost more to transport (especially by lowing a trucks fuel economy) and may even force the purchase of a larger truck just to transport it. Service truck owners/operators can save money by not lugging around more machine than they need.
Besides the fuel economy involved in traveling from site to site, noise reduction is another concern. On more and more jobsites, especially in urban areas, regulations have been imposed to control construction site noise. Both the Bobcat and Trailblazer offer fully enclosed cases, which reduce sound levels to 76 decibels, depending on the model. The fully-enclosed case also protects the engine from impact, dirt and debris. Another function of a fully enclosed case is to direct airflow and eliminate hot air recirculation when the machine is mounted in tight spots keeping internal components cooler for better performance and longer life.
Future service trucks will still need to be versatile problem-solvers, Swiss Army Knives on wheels. When utility and municipalities lay pipe, they run backhoes, dozers and other equipment. There is a lot of welding to be done, both above and below the ground. Mike Deason states, “Possibly in five years, the U.S. market will fully embrace this technology because of its consistent quality and ease of use. They will no longer be using heat fusion or mechanical linking, it’ll be electrofusion and less time on the jobsite.