Understanding the personality of a Constant Current (CC) DC welding machine can make the difference between a successful or unsuccessful weld test or between a student who pursues a career in welding and one who may quit in frustration.
A true story: A young journeyman (we’ll call him Joe) was testing to qualify for a Stick pipe job using unfamiliar equipment. Joe failed several tests in a row, something that had never happened before. Was it Joe’s fault? Did he not practice enough? No, Joe had the right stuff but the wrong machine. An instructor saw Joe struggling, put him on a different welding machine, and his next weld was flawless.
What Joe and many others don’t understand is that CC welders have two different personalities. You can learn a lot about a welder’s personality by looking at its volt/amp curve, the “birth certificate” of a welder:
1. Stick welders that can TIG weld. An example of this type of welder would be a DC generator, an “8 pack” magnetic amplifier-type unit or traditional welder with a big mechanical rheostat for amperage control. Older welders call these machines “droopers” because of the shape of their volt/amp curve (see Fig. 1).
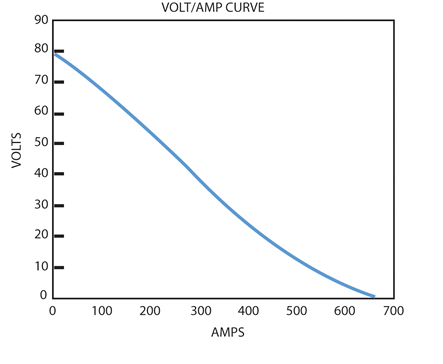
Fig. 1—The drooping volt/amp of a traditional Stick unit (which can also TIG weld) enables the operator to control heat input and the shape of the weld bead by manipulating the electrode.
2. TIG welders that can Stick weld, which have more of a “vertical” constant current output (see Fig. 2). An example of this type of welder would be a conventional TIG machine (this is the type of welder that gave Joe fits with an E7018 rod).
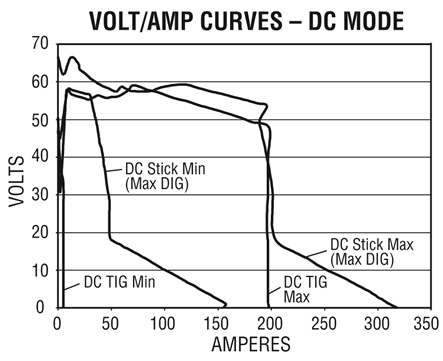
Fig. 2—Notice how the TIG volt/amp curve on this modern TIG welder is nearly vertical. Amperage will remain constant even if the operator varies voltage (arc length).
There are also welders that Stick and TIG weld equally well, which often use inverter or chopper technology (Joe used an inverter to pass his weld test). Welders with “multiple personalities” may be able to produce both diagonal and vertical volt/amp curves (Fig. 3).
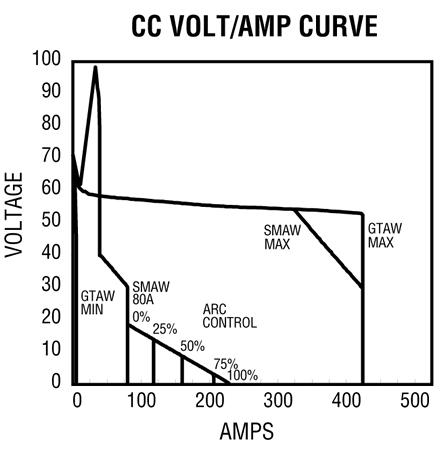
Fig. 3—The CC volt/amp curve of an inverter “changes personalities” when switched from Stick to TIG modes. Also, notice how the percentages for arc force control increase amperage as voltage drops.
Reading a Volt/Amp Curve
To interpret a volt/amp curve, you must understand the relationship between arc length and voltage. A basic fact of the arc welding process is that as arc length increases, voltage goes up; as arc length decreases, voltage goes down.
Manufacturers design Stick welders in such a way that as the operator changes arc length, the amperage does the opposite of voltage. If the operator decreases arc length (lowers voltage), amperage increases. If the operator increases arc length (increases voltage), amperage decreases. In conjunction with this information, another basic fact that operators need to remember is that voltage is electrical pressure. Pressure (voltage) controls the height and width of the weld bead, while amperage controls penetration.
Armed with this knowledge, reexamine Fig. 1. Experienced Stick welders know that “pulling a long arc” (increasing voltage while lowering amperage) enables them to create a flat, wide bead with shallow penetration. Long arcing also causes the weld puddle to freeze faster because it lowers the total amount of energy available. Conversely, pushing the rod closer to the joint (increasing amperage while lowering voltage) creates a narrower weld bead, deeper penetration and a more fluid (hotter) weld puddle.
Thus, Stick welders with “drooper” characteristics allow the operator to control weld bead quality and appearance by manipulating the electrode. However, this same welder, while ideal for Stick, is less than ideal TIG. Image you’re welding an outside corner on 18-gauge stainless steel. If for whatever reason you shorten the arc length (lower voltage), a “Stick welder that can TIG weld” will attempt to maintain total output power (watts) by increasing amperage—and that extra amperage (penetration) could blow a hole right through thin material.
For this reason and others, manufacturers design conventional TIG welders so that variations in voltage don’t affect amperage. As the volt/amp curve in Fig. 2 shows, such a welder provides more of a vertical CC output. It holds the current constant regardless of voltage (arc length) changes…and that’s what frustrated Joe during his Stick weld test. Joe could have been the world’s best welder, but a “TIG machine that can Stick weld” simply couldn’t react correctly to Joe’s manipulation of the Stick electrode.
Manufacturers of conventional TIG/Stick welders have overcome some of these performance limitations by adding an arc force control function to the welder (more on arc force later). However, many training facilities have older TIG equipment without this function or, if they have modern equipment, may not understand how to use arc force. Either way, students are at a disadvantage when learning how to Stick weld. Further, TIG-specific welders also tend to have more complicated controls, which could confuse beginners. Finally, while many welders work very well, they simply can’t beat the benefit and performance of new technology.
Choosing the Right Welder
Inverter technology enables manufacturers to create welding machines with “multiple personalities,” as the volt/amp curve in Fig. 3 indicates. Basically, because the welding output is controlled through microprocessors and high-speed current switching devices, an inverter can create just about any welding output imagined. In short, inverters can perform all welding processes equally well.
For many facilities, a CC/CV DC inverter with an output of 350 amps at 60 percent duty cycle meets most of their welding needs. This type of unit (Miller’s XMT® 350 CC/CV inverter is an example) enables training students on Stick welding and DC TIG welding in a broad variety of applications, as well as training students on the MIG and flux cored processes. Note that for TIG-specific training and AC TIG welding on non-ferrous metals, an AC/DC TIG inverter like the Dynasty® 350 will offer the most flexibility.
To help instructors choose the best unit for their facility, Miller offers recommendations for classroom packages on its welding instructors Web page, MillerWelds.com/instructors.
Miller generally recommends inverters because they offer schools several advantages:
- This is the type of welding technology that industry is adopting, so it makes sense to train students on the equipment they’ll use professionally.
- Inverters are about one-fifth the size and weight of conventional welders, so they take up very little space—and space in a welding booth is always at a premium.
- Some inverters offer the ability to connect to single- or three-phase power over broad primary voltage ranges (e.g., 115 to 460 or 190 to 630 VAC). Also, inverters draw much less amperage, reducing breaker size or allowing more welders to be connected to a give breaker. These primary power advantages can eliminate the need for expensive rewiring.
- Most importantly, an inverter offers advanced arc controls that enable students to become more proficient faster. An inverter can make a good welder out of an average student while letting great students express their full potential.
Advanced Stick Arc Control
To provide operators with additional Stick arc control, advanced CC welders offer arc force or “dig” control. This function enables operators to tailor the shape of the volt/amp curve to better suit different joint configurations and electrode types, and it can create an arc that experienced operators describe as “soft and buttery” or “stiff and driving.”
 |
|
Fig. 4—Increasing arc force (“dig”) makes it easier for this pipe welder to achieve good penetration on an open root pass with an E6010 electrode.
|
Under normal arc length conditions, a Stick electrode operates at about 20 volts. However, some welding situations demand shorter arc lengths, such as when the operator has to push the rod into a tight corner or into a deep bevel of an open root joint. In these situations, Stick electrodes are notoriously prone to living up to their namesake and “sticking the rod” (e.g., the voltage drops so low that the arc extinguishes itself). Arc force control overcomes this problem by increasing current when the voltage levels drop below about 20 volts (see Fig. 3). The boost of current increases total power, keeps the weld puddle molten, prevents the rod from sticking and eliminates a lot of operator frustration.
It helps to remember that inverters can adjust the welding output thousands of times per second. Thus, the speed of the human hand pushing an electrode closer to the joint is nothing compared to the speed of a microprocessor! Working with today’s newest state-of-the-art welders is the difference between giving an account an abacus or a computer.
For schools and training centers that want to teach Stick, TIG and MIG* welding, choosing the right machine can mean the difference between helping students become successful as fast as possible or quitting the welding program in frustration. As a whole, the industry desperately needs to add more skilled welding operators to its ranks. We owe it to students and trainees to provide them with the tools that will help them succeed.
*Don’t forget about multiprocess CC/CV welders, which provide outputs for Stick, TIG, MIG, flux cored and air carbon arc gouging.
 |
|
Fig. 5—About the Author. After leaving the U.S. Navy where he worked on a submarine tender, Neal Borchert joined Miller Electric Mfg. Co. in 1977 and spent 12 years as an instructor. Today, as business development manager, he works extensively with schools and training facilities.
|
Setting Arc Force
Individual operators have their own ideas about where to set arc control, which is adjusted by a knob on the machine’s front panel. Some general recommendations are as follows:
- For open root welds on plate or pipe, generally an XX10 or XX11 electrode is selected for the first pass. During this pass, the operator is trying to achieve full penetration. By adding arc control, usually toward the high end of the scale (say 5 or 6 out of 10), the operator can control amperage (penetration) by arc length.
- For deeper penetration, simply decrease arc length by pushing the rod into the joint. At this point—and only at this point—the arc force control will kick in and provide the necessary boost of current. To reiterate: operators will only experience arc force when they reduce arc length to a point where voltage levels drop below 20 volts on most machines.
- For electrodes not used on open root welds, increase arc control to the point where the electrodes don’t stick during arc starts or while welding (perhaps 2 – 5 on scale of 1 to 10).
- If you are TIG welding, set the arc control at zero or switch it off (if you have a welder with separate settings for TIG and Stick, this won’t make a difference. Typically, the welder takes the arc control knob out of the circuit when set to TIG mode).