Article
Understanding Laser Welding Capabilities for Aluminum Applications
Learn how modern handheld laser welding systems overcome aluminum reflectivity and heat challenges for consistent welds.

Aluminum, in its pure form, is a relatively soft metal that has many uses. However, it requires the use of alloys to increase its strength. When compared to working with steel, aluminum has unique properties and therefore presents unique challenges such as distortion and sensitivity to heat input. Despite these issues, the process of MIG welding aluminum can be straightforward with the right equipment and procedures.
Tip #1: Consider material thickness
Aluminum thicknesses suitable for MIG welding are 14 gauge and heavier. The output capacity of your welder determines the thickness you can weld. For aluminum thinner than 14 gauge (.074 inch), specialized pulsed MIG or AC TIG welding equipment may be necessary.
Tip #2: Keep it clean
Aluminum should be thoroughly cleaned prior to welding, including the removal of any lubricants from the material. Remove oxides after degreasing using a stainless wire brush — either a hand wire brush or a cup wire brush will work. If using a power wire brush, keep the RPMs and pressures low to reduce smearing the surface of the material, which could entrap oxides and impurities under the surface. To avoid contaminating the base material, always clean with a wire brush dedicated to aluminum.
Tip #3: Choose the right gas
Because aluminum is a non-ferrous metal, it requires a 100% argon shielding gas. Recommended flow rates are 20 to 30 cubic feet per hour.
Tip #4: Select the appropriate process
When MIG welding aluminum, spray transfer is the desired mode. This process involves a smooth transfer of molten metal droplets from the end of the electrode to the molten pool, with no short-circuiting. The droplets crossing the arc are smaller in diameter than the electrode. It offers high deposition rates and efficiency but generates significant heat, creating a large weld pool with good penetration that can be difficult to control. Avoid using this process on materials thinner than 14 gauge.
Tip #5: Gun and wire feeding options
Choosing the right gun and wire feeding system is crucial for MIG welding aluminum. Aluminum wire is commonly fed using either a spool gun or a push-pull system.
Tip #6: Spool guns
These improve the feeding of soft wires by locating a small pool of wire on a pistol-grip-style gun. This setup eliminates the possibility of bird-nesting because the wire only feeds a few inches.
Tip #7: Push-pull system
In this system, a motor in the gun pulls the wire through the liner, while a motor on the feeder acts as an assist motor. This option is ideal when welding far from the power source, and it can be more ergonomic and user-friendly.
Tip #8 :Select the right filler metal
It’s important to know the alloy of your base aluminum and the conditions the finished part will face. The two most readily available aluminum filler wires are ER4043 and ER5356. To get recommendations on wire alloys that fit your application, contact your local welding distributor or aluminum filler metal representative.

How to MIG Weld Aluminum with a Spool Gun
The operator’s skill level, joint types, fit-up, positions and the welding power supply will all have great influence on the weldability of aluminum. Consider these welding techniques to enhance your skills:
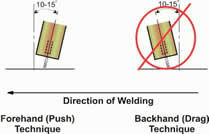
Figure 1: Gun techniques
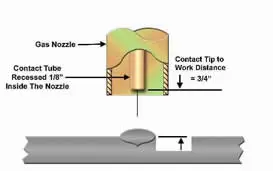
Figure 2: Gun and weld area
Problem 1: Burn-Through (Melt-Through) Caused by Overheating the Base Material
Solutions:
Problem 2 : Dirty Welds
Solutions:
Problem 3: Wrong Machine Settings
Solutions:
Problem 4: Wire Burns Back to Contact Tip During or at the End of the Weld
Solutions:
Problem 5: Wire Birdnests (Piles Up) in Front of Inlet Guide on Gun
Solutions:
Successfully MIG welding aluminum requires understanding and applying the right techniques. By considering material thickness, maintaining cleanliness and choosing the right gas as you prepare for your project, you can then focus on employing the proper welding techniques to overcome the unique challenges aluminum presents.
For more expert advice on setting up your MIG welding aluminum welding project for success, check out this article on best practices and equipment settings.
Posted Apr 9, 2024
Learn how modern handheld laser welding systems overcome aluminum reflectivity and heat challenges for consistent welds.

