Guide to Pulsed MIG Welding in Manufacturing

See how a switch to pulsed MIG welding can deliver results such as reduced spatter and rework in your manufacturing operation.
Discover the Advantages of Pulsed MIG Welding
Are you grappling with challenges in your manufacturing welding operations that drain your resources and complicate processes?
Common issues may include:
- Excessive spatter leading to costly cleanup and wasted time?
- Repeated rework and discarded parts?
- Unreliable bead profiles?
- The struggle to find and train skilled welders?
If these obstacles sound familiar, transitioning to pulsed MIG welding could be the solution you need.
Pulsed MIG welding provides an array of benefits designed to reduce costs, enhance efficiency, and boost overall productivity across manufacturing operations. But how do you know if pulsed MIG is the right upgrade for you?
Keep reading to explore how pulsed MIG welding can transform your processes and deliver optimal results.
What are welding transfer modes?
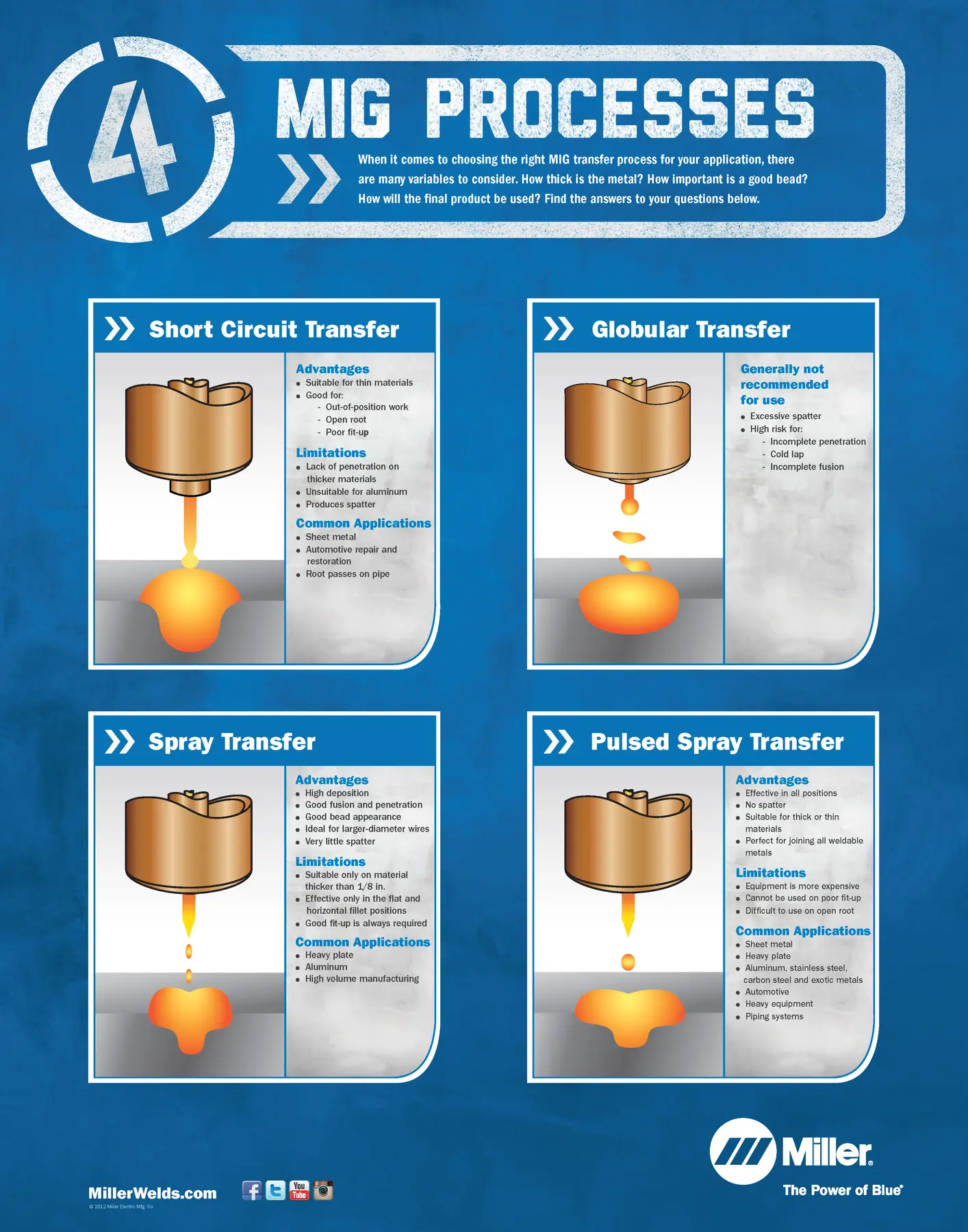
Before getting into the basics of pulsed MIG welding, it’s important to first understand the different modes of arc transfer in MIG or gas metal arc welding (GMAW). The different arc transfer modes are:
Short-circuit transfer:
The welding wire actually “short circuits” (touches) the base metal many times per second. This mode uses lower amperages and voltages.
Globular transfer:
In this mode, which is a transition between short-circuit transfer and spray transfer, large balls form on the tip of the wire and splash into the weld pool.
Spray transfer:
Named for a spray of tiny molten droplets across the arc, this mode uses relatively high voltage and amperage values. The arc is on at all times after the arc is established.
Pulsed-spray transfer:
This mode (often referred to as pulsed MIG welding) is a modified spray transfer process.
Short-circuit transfer, globular and spray transfer modes can all be run on conventional MIG welding power sources with the same wire. The difference in modes depends on the shielding gas, voltage and amperage being used. Pulsed MIG welding requires a welding power source that specifically has pulsed capabilities.
Pulsed MIG welding basics
While spray transfer continuously propels drops of molten metal across the arc, in pulsed-spray transfer, this stream is not continuous.
The welding power source rapidly switches the welding output between high peak currents and low background current. The peak current pinches off a spray-transfer droplet and propels it toward the weldment for good fusion. The background current maintains the arc, but it is too low for metal transfer to occur.
Because the weld pool gets to cool slightly during the background cycle, it allows for welding in all positions on thin or thick metals.

MIG Welding Basics
Benefits of pulsed MIG welding
When should an operation consider switching to pulsed MIG welding? Use these questions to help you decide.
Are excessive post-weld grinding and cleanup costing too much time and money?
Pulsing allows the ability to use the entire wire speed range without entering globular transfer. This is a benefit when welding material thicknesses that don’t fall cleanly into spray transfer or short-circuit mode. Conventional CV would require a globular transfer, which results in extreme spatter, poor arc characteristics and the potential for rework. With pulsed MIG, operators can run globular transfer wires speeds but still keep a clean arc and bead profile. This reduces spatter and the time and money spent on cleanup.
Do I spend a lot of time training new welders?
Pulsed MIG systems are designed with synergic control that provides ease of use for welders of all skill levels. This means easier process setup that translates into time savings and better weld quality, since it helps ensure operators are using the right parameters for the job.
Am I spending money on wasted materials due to distortion or burn-through?
Because (as mentioned below) wire feed speed can be increased to match welding amperage, travel speeds will also increase. Travel speed is one of the main drivers of heat input — when travel speed goes up, heat input comes down. Therefore, the higher travel speeds of pulsed MIG help reduce heat input, which helps reduce distortion and burn-through that can cost time and money.
Do I need to increase productivity in my operation?
Pulsed MIG welding will typically see an increase in wire feed speed to match welding amperage when compared to standard spray transfer. This results in more weld metal going into the joint, which can increase productivity in the welding operation. The ability to reduce spatter, distortion and burn-through also helps improve productivity, since less time will need to be spent on these non-value-added activities.
Does my operation do a lot of out-of-position welding?
Pulsed MIG delivers better weld quality and puddle control when welding out of position with solid or metal-cored wires. This results in less part handling for reduced operating costs.
Are you looking to reduce consumable costs?
With pulsed MIG welding, it’s possible to use larger-diameter welding wire. This is because the lower amperage better controls the current, allowing a larger wire to be used on the same material thicknesses where normally a smaller-diameter wire would be required. This can allow an operation to standardize all weld cells with larger-diameter wires, which typically offer a lower purchase price than smaller wires.

Make Your Move to Pulse: Now Available on Deltaweld Systems
Does your operation weld alot of aluminum or stainless steel?
Tips for optimizing pulsed MIG results
While pulsed MIG systems with synergic control are designed to perform well right out of the box, there are some best practices that can help deliver the optimized results.
Operators should keep the following tips in mind for pulsed MIG welding:
Choose the right gas: Be aware that different base materials and transfer modes require different shielding gas blends.
Carbon steels — Pulsing and spray transfer typically require a minimum argon content of 80%. A shielding gas of 90% argon and 10% CO2 is very common.
Aluminum — Never use CO2 blends when welding aluminum. Gas shielding is typically comprised of 100% argon or argon/helium blends.
Stainless steel — Pulsed MIG typically uses a 98% argon and 2% CO2. Gas blends should limit CO2 content to no more than 5% to prevent sensitization.
Watch stickout and technique: The recommended welding techniques for pulsed MIG are similar to the techniques used for spray transfer. Maintain a stickout of 5/8 to 3/4 inch, with approximately a 45-degree work angle and a 10- to 15-degree travel angle. A push technique is typically recommended with pulsed MIG — avoid using a drag technique. Be aware that these best practices vary from short-circuit welding, which uses a shorter stickout and can use a push or drag technique. Operators switching from a short-circuit mode to pulsed MIG will need to make these adjustments in technique because of the more fluid bead of pulsed.
Adjust the arc as needed: It’s fine to adjust the arc length to fit operator preference. Increase the arc length to get the arc off the puddle for less shorting. Decrease the arc length for a tighter arc that increases puddle control.
Check the connections: All grounding and connections should be tight and secure, with clean clamps to the worktable or fixturing. Also, long weld cables that are coiled up can cause a voltage drop that affects the arc.
Consider pulsed MIG welding advantage
- Lower heat input
- Greater arc control
- Reduced spatter, porosity and risk of distortion or burn-through
Good directional control over the weld puddle, making it easier for new welders
All of these benefits can result in less time and money spent on rework, wasted materials and weld cycle times — so manufacturers can get more parts out the door.