
Article
Introduction to Plasma Pattern Cutting
Do you have questions about plasma pattern cutting? Get some tips and learn about equipment selection, pattern design and setup.
Robert Rodriquez
Product Manager, Miller Electric Mfg. LLC

Most every custom car fabrication or repair involves cutting metal, and that starts with a plasma arc cutter. Whether you’re cutting sheet metal for body panels or thicker stock for steel frames, a plasma cutter is an essential tool for your custom build.
Plasma cutters offer flexibility to cut most types of metal in varying thicknesses, including steel, stainless, aluminum, copper, bronze, brass, titanium, Inconel and other materials. The process is also faster and easier than many other cutting methods. It delivers clean, precise cuts with a smaller heat-affected zone to help prevent material warpage or paint damage. Many plasma cutters are also lightweight and portable.
These tips can help you select the right plasma cutter — and get the most out of your machine.
The first step in successful plasma cutting starts before you strike an arc, by selecting a machine that best matches your application and choosing the right accessories.
Questions to ask include the following:
Plasma cutting can be performed on metals of varying sizes, from thin-gauge aluminum to stainless and carbon steel up to several inches thick. The output power needed depends primarily on the thickness and type of material to be cut. The metal thickness also determines the size of the nozzle opening and the type and amount of gas or air required. Determine the type of metal you plan to cut and then check the cutting capacity of the machine.
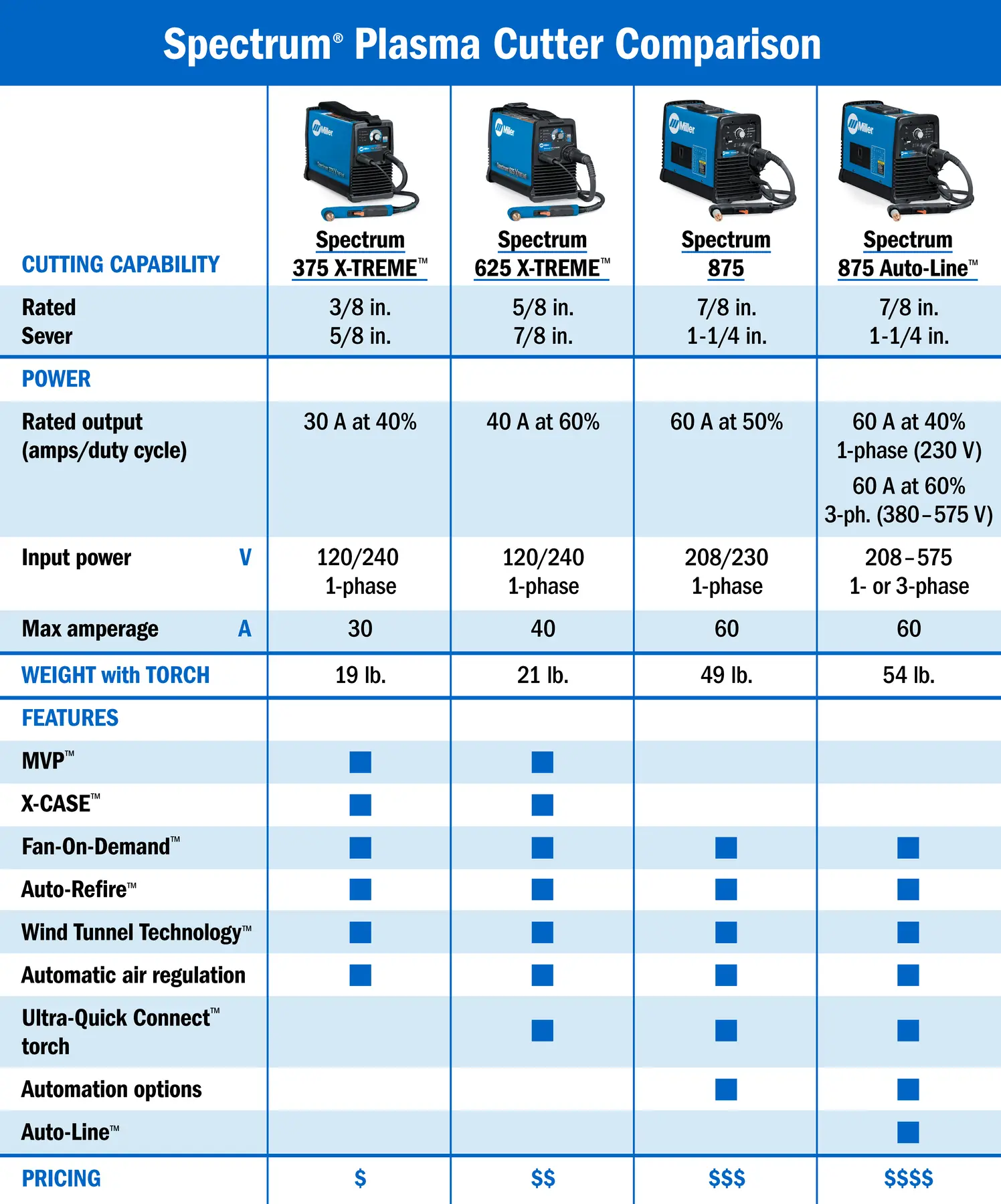
Miller uses three standards to denote a machine’s cutting capacity: rated, quality and sever cuts. A rated cut is the thickness of mild metal that an operator can manually cut at a rate of 10 inches per minute (IPM). A quality cut is rated at a slower speed but on thicker metal. A sever cut is the maximum thickness a machine can handle. The travel speed is slower, and the cut may require clean up.
The Miller® Spectrum® 375 X-TREME™ has a cut rating of 3/8 inch and a sever rating of 5/8 inch. This type of machine works well for most automotive fabrication and repair. A more powerful machine may be necessary if you plan to cut thicker materials.
Once you have the right machine for the job, there are some best practices that can help you optimize performance.
Tip #1: Make a sample cut on the same type of material you’ll be cutting to ensure you’re using the right settings and travel speed.
Tip #2: On long cuts, it’s difficult to stop cleanly and continue. Practice movements before pulling the trigger to make sure you have adequate freedom of movement for one continuous cut. Using cutting guides can also help you keep your cuts straight.
Tip #3: Use a drag shield if your plasma cutter is equipped with one. A drag shield allows you to rest the torch on the workpiece while maintaining an optimal 1/8-inch standoff without touching the tip to the metal. To maintain the optimal 1/16- to 1/8-inch distance between the tip and workpiece when not using a drag shield, use your non-cutting hand to support your other hand.
Tip #4: Use the proper tip for your amperage setting. A lower-amperage tip has a smaller orifice to maintain a narrower plasma stream at lower settings. Using a 40-amp tip at an 80-amp setting will distort the tip opening and significantly reduce consumable life and using an 80-amp tip on the lower settings will not focus the plasma stream as well, leading to a wider kerf. Extended tips help you reach farther for cutting in corners or tight areas.
Tip #5: When piercing thin material to start a cut, the arc may be able to punch through with little or no backsplash. However, on thicker material, start with the torch on a 45-degree angle so the first blast of metal has somewhere to go. Otherwise, metal splash back will quickly wear the consumables.
Tip #6: The faster your travel speed, the cleaner your cut will be — especially on aluminum. When cutting thicker material, set the machine to full output and vary the travel speed. On thinner material, turn the amperage down and change to a lower-amperage tip to maintain a narrow kerf.
Tip #7: The arc should exit the material at a 15- to 20-degree angle opposite the direction of travel. If it’s going straight down, you’re moving too slowly. If it sprays back, you’re moving too fast.
Tip #8: Avoid hitting the torch on a hard surface to remove spatter, as this can damage the torch. Constant starting and restarting of the plasma torch can also shorten consumable life.
As with any tool, it’s important to always follow proper safety procedures and read the owner’s manual.
A plasma cutter is a powerhouse machine that can help you tackle a wide range of cutting tasks for your next car build. Selecting the right machine — and following tips for best use — can help optimize your plasma cutting for better fit-up, faster work and quality results.
Do you have questions about plasma pattern cutting? Get some tips and learn about equipment selection, pattern design and setup.

From setup to technique, some plasma cutting tips and tricks will help you improve plasma cutting results.

Plasma cutting is easy and extremely efficient, but is not without its hazards: electricity, gas, ultraviolet light, etc.