How to MIG Weld
MIG welding relies on a power supply that delivers constant voltage, most commonly Direct Current Electrode Positive (DCEP). This power supply uses transformers and rectifiers to modulate line voltage, which stabilizes the arc and provides good arc starts. It also includes circuitry to protect against overloading.
To complete the circuit, a work clamp connects the base material to the power supply. There is a spool of wire, usually housed inside the power supply case, along with a drive mechanism to feed the wire through the cable, toward the gun.

Using a MIG Gun
The hand-held gun is the “business end” of a MIG machine. The gun has a trigger that controls several functions simultaneously:
- Energizes the welding wire.
- Starts the motor drive to feed the wire automatically.
- Controls the flow of shielding gas.

MIG welding requires shielding the weld from the atmosphere. To do this, direct shielding gas over the weld area, and control the flow of gas by the trigger on the gun. In other instances, welders might use a flux-cored wire, either alone or with a gas shield.
Setting up the machine and preparing the material is the easy part. The way you hold and move the gun is the key that governs the quality and appearance of your welds. Whenever possible, it’s best to use a two-handed grip on the gun and to support your hands, wrists, forearms or elbows in a way that allows you to move the gun smoothly, while maintaining precise control. The position of the gun and the distance from the gun to the work are crucial.
The farther you hold the gun from the work, the farther the wire has to extend to meet the metal. The length of wire between the gun and the metal—called the stickout—has a major impact on weld quality. A typical stickout is around 3/8 inch. Extending it too far reduces heat input and can compromise gas coverage.

Shielding Gas
Most MIG welding applications require shielding gas. The most common choices are carbon dioxide and argon/CO2 mixes. The gas bottle has a regulator or flowmeter to set the gas flow.
- For light-duty welding, a good starting point is 20 cubic feet per hour.
- As you gain experience, you can fine-tine the flow rate to suit your needs.

MIG Welding Settings
Before making a weld, there are two essential settings to adjust on the welder: the voltage and the wire feed speed. Pro tip: nearly every MIG welder has a chart — including my Millermatic® 211 — often just inside the hinged access cover, which gives you the suggested settings. These are based on the material type and thickness, and the diameter of the filler you’re using. Use these values to adjust the settings on the face of the machine.
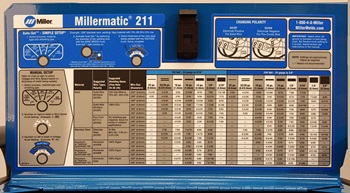
Miller pioneered the Advanced Auto-Set™ technology, which allows you to simply set the process, the material thickness and wire diameter, and the machine adjusts the settings automatically. This has worked so well for me that I haven’t read a chart in years!
