Article
Common Food Grade Welding Mistakes and How to Avoid Them
Good-grade welding requires strict controls to prevent contamination. Learn five common mistakes and how to improve weld quality, consistency and durability.
Companies and shops are constantly looking for new ways to increase productivity and throughput in manufacturing and fabrication operations. The Submerged Arc Welding (SAW) process offers a number of advantages for productivity, efficiency and operator comfort.
Operations typically use SAW in demanding heavy industrial applications such as pressure vessel fabrication, shipbuilding and offshore oil rig welding. But SAW can be beneficial in a wide variety of applications, especially those that require high productivity rates.
The biggest advantage of Submerged Arc welding is its high deposition rates, which can significantly impact productivity and efficiency. Because operations typically automate this process to some degree, they can easily achieve consistent, quality welds. In addition, SubArc improves operator comfort and safety, due to its characteristics of low fume and no open arc.
Understanding the benefits of the process — and the applications for which it is best suited — can help operations considering a conversion to the process.
Submerged Arc welding is a wire-fed process that operations typically use with carbon steels, stainless steels and some nickel alloys. It is best suited for materials that are 1/2-inch to 5-inches thick. It’s a common misconception that SAW is only for thick metals, however. Operations can use it to weld material as thin as 3/16-inch thick, by accounting for travel speed and heat input to avoid burn-through.
SAW uses granular flux to protect the arc from the atmosphere. The Submerged Arc name refers to the fact that the arc itself is buried in the flux. The arc is not visible when operations set parameters correctly and the layer of flux is sufficient.
The wire is fed through a torch that moves along the weld joint. The arc heat melts a portion of wire, flux and base material to form a molten weld pool. In this area, all important functions of the flux — degassing, deoxidizing and alloying — take place. Behind the arc, molten flux and metal freeze to form a slag-covered weld bead. When operations set the welding process correctly, the slag should come off easily. The need for flux coverage mens operations can only use the SAW process in the flat and horizontal positions.
The basic equipment necessary for Submerged Arc welding includes a power source; controller/interface; wire drive motor; torch; wire straightener; cables; and a flux hopper.
The reliability of power sources is essential in SAW, since they are often subjected to 100 percent duty cycles at high welding currents. Duty cycle refers to the number of minutes out of a 10-minute period a machine can operate, so having robust and durable equipment is important in SAW applications. A power source needs to be able to operate at welding currents as low as 350 amps for thin materials and more than 1,000 amps for thick materials.
The SAW process can use constant current (CC) and constant voltage (CV). CV equipment provides a consistent preset voltage, while CC equipment provides a consistent preset current. Technology is now available to easily switch between the two with a single machine. There are also process modes such as CV+C available, which offer additional benefits for SAW depending on the application.
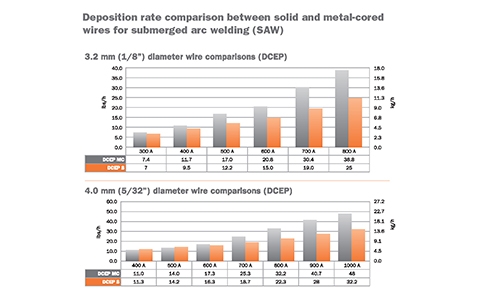
SAW can use both solid and metal-cored wire. Depending on the application, operations should consider each to achieve the desired results.
Metal-cored wires can offer increased travel speeds that result in even higher deposition rates with the same heat input. Cored wires also tend to have wider, shallower penetration profiles than solid wire, which helps to minimize the potential for burn-through on relatively thin materials or during root passes. In addition, cored wires can be filled with alloying elements to improve mechanical properties or offer additional solutions for high strength materials and high temperature applications.
The wire and flux combination should be matched to best meet application requirements. In addition, they must be classified and qualified together. Special flux/wire combinations are available to meet specific requirements of demanding industries. Flux can vary in its composition, and certain types of flux offer different mechanical properties, such as higher impact values. Flux grain size also influences carrying capacity and flux feeding and recovery.
The welding parameters in SAW — arc voltage, welding current, travel speed, stickout, torch angle, wire diameter, wire feed speed and polarity — all influence the shape and quality of the weld and productivity, so it’s important to be aware of their individual and combined influence.
The much greater deposition rates that SAW offers is one of the biggest benefits of the process. Deposition rate refers to the amount of filler metal melted into the weld joint — defined by pounds per hour.
Single wire SAW applications can achieve deposition rates of up to 40 pounds per hour, depending on wire size, type and polarity. Operations can further increase deposition rates by using a tandem torch option or pairing the process with metal-cored wire.
Submerged Arc welding is a highly productive process in even its simplest — and most widely applied — method, single wire welding. But a variety of other process options and torch configurations exist that can further increase welding productivity and help optimize results. Those include twin wire, tandem wire and multiwire SAW.
Systems with multiple wires feeding in the same puddle — called tandem SubArc welding — can achieve deposition rates of more than 100 pounds per hour with three or more torches.
These high deposition rates can offer great benefits in productivity and increased throughput.
SAW also can offer deep penetration, which is important for thicker base materials. The more heat operators put into the weld, the more penetration they can achieve. The amount of current used dictates the penetration depth.
Because Submerged Arc welding is a consistent, often highly automated process, it can offer excellent weld quality and consistent, repeatable results, with minimal spatter and weld fume.
Those characteristics also offer benefits for operator comfort and a worker-friendly environment. With SAW, the welding operator isn't bending over the workpiece welding during the process, which improves comfort and ergonomics.
Also, the low fume and lack of open arc with SAW can contribute to greater operator comfort and safety, especially when the application involves long periods of welding.
In many operations that use Submerged Arc welding, the welding equipment is a small part of the total fabrication system or process. Operations often integrate SAW equipment into additional automation equipment — such as manipulators, positioners, gantries or custom systems — to help achieve the most efficient results.
So while converting to SAW can mean a larger upfront investment, the major productivity capabilities the process provides result in a fast return on investment.
An operation or shop that switches to SAW can double or even triple productivity. They can also make more efficient use of labor time, outcomes that help justify the initial investment.
The new Digital SubArc Series of machines are easy to setup and operate, for a superior arc in demanding industrial applications.
The addition of digital control communication technology to the machines allows for more remote capabilities and an intuitive user interface, for simplified integration of the equipment in more advanced applications.
The interface provides the operator with the ability to set process parameters and control output easily, with easy setup and operation. The SAW Digital Series interface controls recognize what power source and wire drive are connected — information that previously had to be inputted manually — and automatically configure the system for proper operation.
The Miller Digital SubArc Series also offers simplified setup with the tandem cable. This provides the benefit of automatic phase shifting after connecting the cable.
Paralleling of equipment also has been simplified with the updated Miller SubArc Digital Series. Operations use paralleling in applications that need more than 1,000 amps. Hooking a parallel cable to the front of two 1,000 amp machines results in 2,000 amps. With the updated SubArc Digital Series, operators don't need any special tools or software to do this. They can achieve paralleling by simply connecting the cable between the two units, and the system automatically shares the load between the machines and updates the interface.
In addition, Hobart Filler Metals manufactures a complete line of consumables for high performance and provides many options for various applications. Hobart offers metal cored and solid wire solutions in both carbon and low-alloy steels. Hobart also offers a variety of flux offerings that best match the specific industry and application — from a low to high basicity level to achieve different levels of mechanical properties.
Process improvements can be profit-boosting initiatives for companies. The numerous advantages Submerged Arc welding offers for productivity and weld quality make an investment in the process one to consider, especially in heavy industrial applications.
Understanding the SubArc welding process and the overall equipment needs — and selecting the proper wire and flux combination for the application — can help an operation realize the full potential of the process.
Good-grade welding requires strict controls to prevent contamination. Learn five common mistakes and how to improve weld quality, consistency and durability.
Sanitary TIG welding demands precision. Learn how heat input, arc stability and prep impact clean, repeatable welds in food-grade fabrication.
Discover how low-heat welding processes help reduce sugaring, heat tint and distortion in stainless steel for cleaner, more sanitary applications.