Article
Getting Started With TIG Welding MIG vs TIG Welding Equipment and Process
Learn the key differences between MIG and TIG welding, how the process changes when switching to TIG and how the right equipment helps build confidence and control.
Andrew Pfaller

Pulsed TIG welding provides excellent performance and efficiency on stainless steel — improving productivity and reducing weld costs.
If you weld stainless steel and use conventional welding equipment, there’s a good chance you have a great opportunity to improve first-pass yield rates, lower cycle times and reduce costs with a change in technology.
The challenge of welding stainless steel efficiently involves obtaining good fusion while simultaneously controlling:
The key word is control. Conventional welding technology cannot provide the advanced control capabilities of pulsed welding technology.
TIG will continue to play a leading role in thin-gauge stainless steel applications because it provides control over several variables.
Stainless steel does not adequately dissipate heat when welded. Instead, it holds heat in the area where the welding arc is concentrated, which can lead to warping and rust. Manufacturers scrap warped parts, wasting time and materials, and it can be the biggest barrier to meeting production goals.
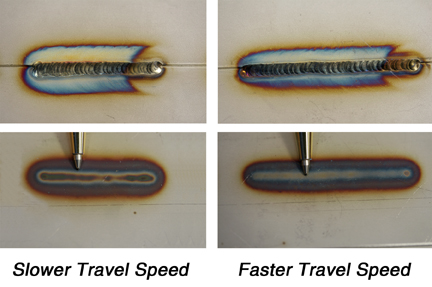
Fig. 1 DC TIG Comparisons: Slow travel speeds increase the width of heat-affected zone and can cause carbide precipitation on the backside of the weldment. Faster travel speeds, produced by high-speed pulsed TIG, can alleviate these quality issues while improving productivity.
Stainless parts can rust because excess heat concentrates carbon in the heat-affected zone, where it becomes trapped when the metal cools (see Fig. 1). Given time, the area overloaded with carbon will rust, a phenomenon commonly called carbide precipitation or “burning out the chrome.” When this happens, the stainless steel’s defining properties are changed, which may, in turn, result in in-service corrosion and increase warranty costs.
Manufacturers welding thin stainless know that pulsed TIG welding improves results. However, they may not be aware that conventional TIG technology cannot pulse faster than 10 or 20 times a second. Conversely, the newest generation of TIG inverters can pulse as fast as 5,000 pulses per second (PPS).
Higher pulsing rates increase puddle agitation, which in turn produces a better molecular grain structure (strength) within the weld. Pulsing the current at higher speeds also constricts and focuses the arc. This produces a smaller heat-affected zone; reduces the risk of carbide precipitation; and increases arc stability, penetration and travel speeds. It can also reduce scrap rates and post-weld grinding.
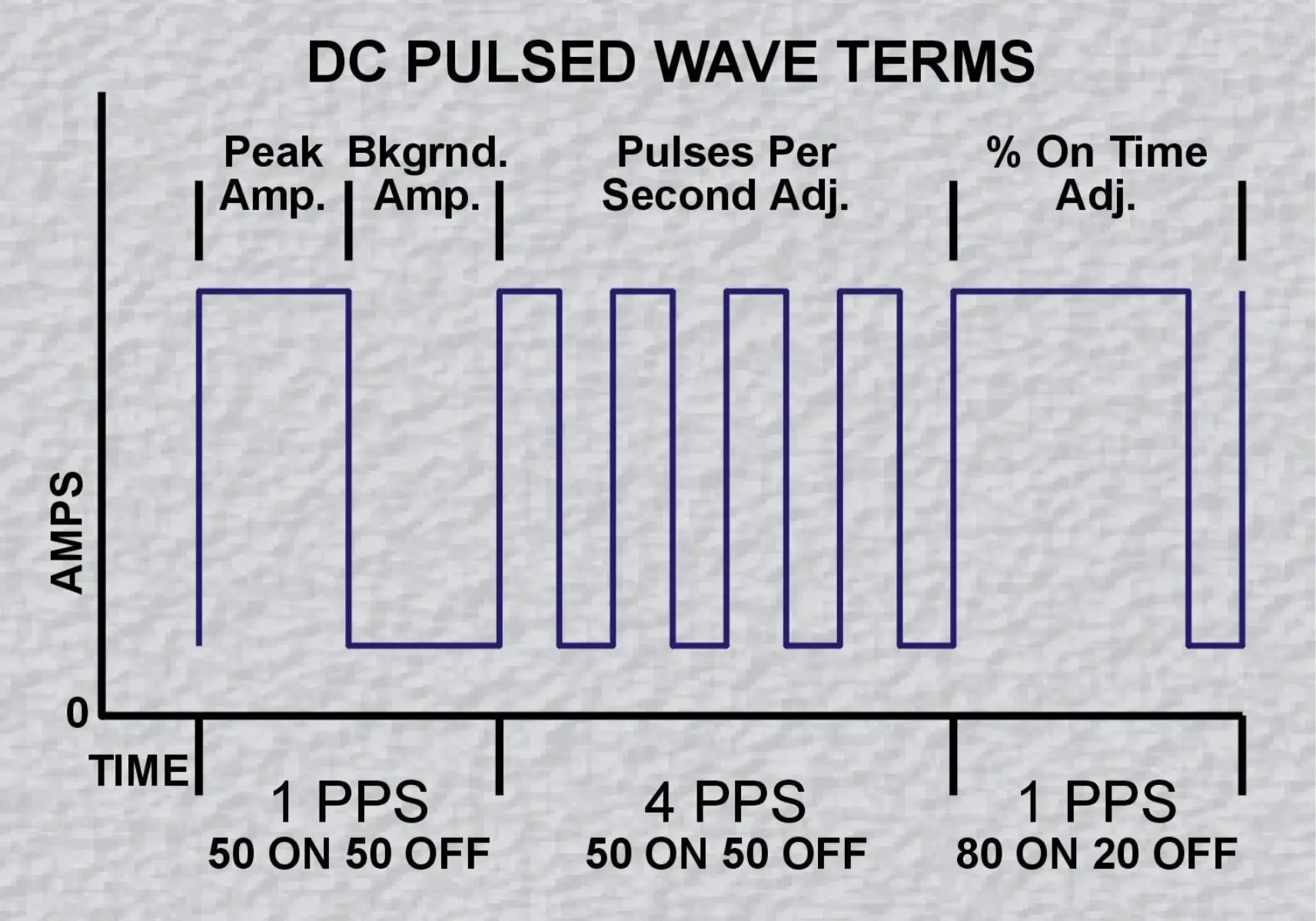
Pulsed TIG technology pulses the arc between a peak and a background current (see Fig. 2 above).
Increasing the number of pulses per second:
H.L. Lyons Company, a manufacturer of stainless steel appliance components, switched to high-speed TIG pulsed welding with new TIG welders. By increasing pulsing rates from 10 PPS up to 175 PPS, the company cut welding time by up to 50% and reduced finishing time (post-weld grinding) by one-third. Combined, these benefits enabled each welder to finish almost twice as many parts per shift.
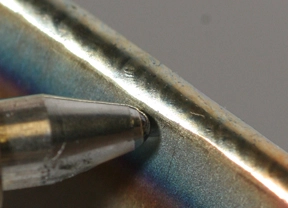
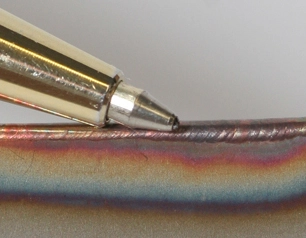
Fig. 3 Straight TIG, Pulsed TIG : The pulsed TIG weld bead took 30% less time to weld and it requires almost no clean-up. It also clearly indicates the reduced heat-affected zone.
To confirm these results, Miller developed the sample images shown in Fig. 3 above. The samples show an outside corner weld on 22-gauge 304 stainless steel made without filler metal. The straight DC TIG weld bead took 45 seconds to complete, while the pulsed DC TIG sample took 30 seconds to complete. Pulse settings were: 40 amps peak amperage, background current 20 percent of peak, 175 PPS and 75% peak arc-on time.

Pulsed TIG Welding Tips: High-Speed and Low-Speed Pulsing
Many stainless steel and sheet metal welding and forming companies in the automotive, appliance and other high-end industries face constant challenges, including high quality standards, pricing pressures, and warranty and productivity goals. Advanced welding technologies such as pulsed TIG can help operations address these challenges and meet their goals.
There are many different pulsed TIG systems available, as well as other advanced processes that address the issues inherent with conventional short-circuit MIG welding (e.g., spatter). Each system offers varying degrees of sophistication, simplicity, output and automation capabilities. To find the system that best matches your application, ask your welding supply representative to demonstrate a variety of systems.
Learn the key differences between MIG and TIG welding, how the process changes when switching to TIG and how the right equipment helps build confidence and control.

Learn the basics of TIG welding in motorsports applications and the proficiency of a TIG welder on aluminum and chrome-moly.