Article
Getting Started With TIG Welding MIG vs TIG Welding Equipment and Process
Learn the key differences between MIG and TIG welding, how the process changes when switching to TIG and how the right equipment helps build confidence and control.
Andrew Pfaller

Alternating current (AC) balance control ensures a proper aluminum weld without oxidation and is one step in the cleaning process.
When aluminum is exposed to air, it forms an oxide layer that melts at a much higher temperature than the base material. Aluminum oxide typically melts at 3,600 degrees Fahrenheit, while aluminum melts at 1,200 degrees. This oxide layer can inhibit proper weld fusion and puddle fluidity if it’s not removed prior to welding, ruining a weld.
To combat this oxidation, the AC inherently provides a cleaning action that helps remove the oxide layer. The electrode positive (EP) portion of the AC cycle — where the current flows from the work to the electrode — works to remove surface oxides. This then allows the electrode negative (EN) portion of the cycle — where the current flows from the tungsten into the workpiece — to melt the base metal and fuse the joint.

Fig. 1. AC current is used to weld aluminum because its positive half cycle provides a "cleaning" action and its negative half cycle provides penetration.

Fig. 2. Notice the lighter colored "etched zone" or "cleaning action" created by the AC arc.
Older welding machines split the EN and EP cycle 50/50 because the AC power supplied from the wall is 50/50, but the ability to adjust the ratio has come about in recent years.
EN and EP are at odds with each other and always total 100% — when one rises, the other falls. While welding, the more time spent cleaning on EP, the less time EN is applying heat to the workpiece. The more time EN is applying heat to the workpiece, the less time EP is spent cleaning.
With modern Miller® TIG welders, the amount of time spent in EP and EN cycles is controllable. This is known as AC balance control, and the duration spent in each phase will impact a variety of factors.
Reducing the EN portion of the cycle provides greater cleaning action to remove heavier oxidation.
When a weld is too oxidized and an improper AC balance control is selected, the weld will appear to have an oxide skin on top of the material. This prevents the operator from being able to see the puddle, potentially causing common weld defects such as a poor weld appearance, porosity or lack of fusion. A telltale sign is the appearance of “pepper” in the weld puddle, which means more cleaning action is required to blast away oxides and other impurities they may be holding.
On the other hand, deformation and erosion of an operator’s tungsten rod can occur with too much of an EP cycle. This is due to the heat being applied to the tungsten rod during the EP portion and can result in an unstable arc. Often, the tungsten rod will melt and appear as a ball on the tip, referred to as balling, which leads to the weld being more difficult to control. Modern tungsten electrodes are made of alloys which have a much higher melting point, minimizing this impact.
For modern inverter welding machines like Syncrowave® or Dynasty® welders used on clean aluminum, a good starting point is setting the EN by utilizing the Pro-Set™ feature. On machines without Pro-Set, dirtier or older aluminum might require AC balance control settings as low as 65%, while very clean parts may allow the use of a higher setting closer to 80%. It’s a good idea to complete practice welds on scrap pieces before welding to determine the best balance control settings.
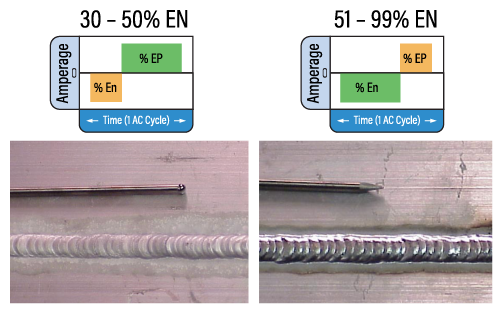
Fig. 3. A comparison between greater (left) and lesser (right) amounts of EN.
While balance control provides the last line of defense against oxidation, it should come second to manually cleaning a part before welding. It is highly recommended to wipe off any dust, debris or oil residue first, especially because aluminum oxide acts as a sponge and can hold on to oil, negatively impacting the quality of the weld. Cleaning with acetone and a wire brush can remove a significant amount of debris and oxidation before welding occurs, reducing the need for a low balance setting (high EP cycle).
In dirtier environments, like where marine components have been exposed to saltwater and air for years, parts likely have a thick oxide layer and require a more thorough cleaning process, such as using a heavy file or carbide burr. Conversely, some parts that are free of grease and heavy debris accumulation may only require a light cleaning before welding can begin.
With a basic understanding of what AC balance control is, why it’s needed and what it does, an operator can be confident when welding aluminum. Generally, operators abide by the following rules:
If the tungsten rod deforms or erodes excessively, operators can try to increase their EN setting to the point just before peppering appears.
All aluminum parts have some level of oxidation that needs to be removed, whether before or during welding. Applying the proper AC balance control will result in a tungsten rod that lasts longer, a more stable arc and a cleaner weld. Learning to properly adjust balance control can help deliver the high-quality TIG welds you want.
To further enhance your welding skills and tackle common TIG welding problems, read our guide on solving 10 common TIG welding problems.
Learn the key differences between MIG and TIG welding, how the process changes when switching to TIG and how the right equipment helps build confidence and control.

Learn the basics of TIG welding in motorsports applications and the proficiency of a TIG welder on aluminum and chrome-moly.
