Article
Common Food Grade Welding Mistakes and How to Avoid Them
Good-grade welding requires strict controls to prevent contamination. Learn five common mistakes and how to improve weld quality, consistency and durability.
Kodi Welch
Market Segment Manager, Miller Electric Mfg. LLC

Rework in the weld cell essentially means you’re paying for something twice. This makes weld rework a costly proposition for most every manufacturer.
Here are six questions about common issues that require weld rework — and tips for how to best address them in the operation.
Why do weld appearances look poor and fail inspection?
A weld profile that is visually bad is often the main culprit. The beads may be ropey, have undercut or lack fusion at the weld toes, or be inconsistently or improperly sized.
Potential causes of poor weld appearance are:

Weld parameters that are too cold or incorrect parameter settings are often the main culprit for lack of fusion. Ensure correct parameter settings and add enough heat. Problems with lack of fusion can also tie back to reading the puddle. Less experienced operators may go too slowly, which causes the arc to get back into the puddle. This increases the risk of lack of fusion or improper penetration. In response, operators may rush to get ahead of the puddle again but end up too fast — and get too far ahead of the puddle. This will cause a strung-out puddle that doesn’t flow at the toes. Keep the arc at the leading edge of the puddle to get the best fusion and base metal penetration. Also, keep a tear-drop-shaped puddle with proper travel speeds.
A welding process switch can also help. Pulsed MIG provides a 28% wider operating window compared to constant voltage MIG. This helps less skilled welders keep more consistent fusion.
See how a wider operating window can reduce rework:
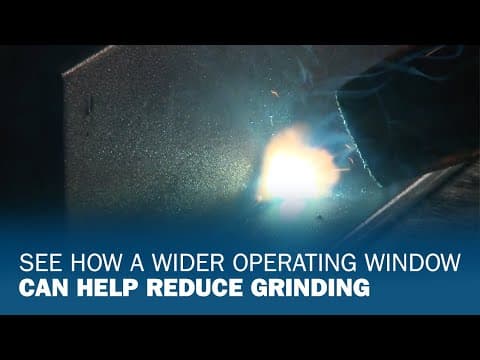
See How a Wider Operating Window Can Help Reduce Grinding
The transfer mode plays a key role in how much spatter is produced. If you’re welding very thin material or out of position, for example, it may require a short-circuit transfer mode. However, this will produce much more spatter than other transfers. Short-circuit transfer can also limit puddle fluidity and result in lack of fusion or penetration on thicker materials. A switch to pulsed MIG will produce a flatter, more fluid bead and greatly reduce spatter levels. In addition, pulsed MIG is able to maintain a clean arc transfer regardless of the wire speed setting.

Excess spatter can also be caused by improper parameters and using the wrong shielding gas.
See how pulsed MIG welding can reduce spatter:

Make Your Move to Pulse: Now Available on Deltaweld Systems
When an operation has large weldments with numerous welds, missing a weld in the sequence can be extremely costly. The costs stem from the activities after that piece leaves the welding booth. Perhaps it makes it past assembly, the paint booth or to another step farther along in the manufacturing process. This means when the missed weld is discovered, all of those steps must be repeated.
Insight Centerpoint™ from Miller is a real-time welder feedback solution that provides arc data monitoring, guidance and control within the weld cell. The system alerts welders if a weld is missed or is outside of acceptable parameters, allowing these errors to be corrected cost-effectively.
See how to reduce missed welds in the weld cell:

Reduce Weld Defects and Ensure Consistent Quality
Improper part fit-up or gaps that are too large between the parts being welded can result in burn-through, when operators try to fill that uneven or large gap with too much heat (and too much filler metal).
Here again, a switch to pulsed MIG can help operators better fill gaps while reducing the heat input — making it easier for operators to use technique to overcome uneven part fit-up.
Synergic control on wire feeders can also help when part fit-up is not consistent. Operators can simply turn down the wire feed speed and it will cool the puddle down.
What is causing my wire feeding issues?
Bad wire feeding can cause poor weld profiles, poor weld toe fusion, poor penetration or undercut. All of these issues can result in weld rework.
Wire feeding issues can stem from several sources:
Be sure to use contact tips that are the correct size for the wire and cut liners to the proper length. Check the liner and drive roll pressure if you’re experiencing wire feeding issues.
Learn more about six costly welding errors that can cause weld rework:
How to Avoid 6 Costly Welding Errors
Operations don’t have to live with excessive rework. To save time and money, follow these best practices and take advantage of welding equipment and technologies designed to help less experienced welders.
This article is part of a series on unlocking productivity in manufacturing welding operations.
Good-grade welding requires strict controls to prevent contamination. Learn five common mistakes and how to improve weld quality, consistency and durability.
Sanitary TIG welding demands precision. Learn how heat input, arc stability and prep impact clean, repeatable welds in food-grade fabrication.
Discover how low-heat welding processes help reduce sugaring, heat tint and distortion in stainless steel for cleaner, more sanitary applications.