
Article
How a TIG Welder Works and When to TIG Weld
Learn the basics of TIG welding in motorsports applications and the proficiency of a TIG welder on aluminum and chrome-moly.
Andrew Pfaller
TIG welding is a common and versatile welding process that uses a tungsten electrode to create an electric arc, generating heat that melts and fuses the base metal. This article explains how TIG welding works, including the key components of TIG welding machines, their functions, and essential tips and troubleshooting guidance for new welders.
TIG stands for tungsten inert gas and is technically called gas tungsten arc welding (GTAW). The process uses a non-consumable tungsten electrode that delivers the current to the welding arc. An inert gas, typically argon, protects and cools the tungsten and weld puddle.
TIG welding is similar to oxy-acetylene welding in that you use a filler material for build-up or reinforcement. Welders with oxy-acetylene experience may find the hand coordination familiar, but TIG welding requires significantly finer precision and control. The TIG process uses an electric torch, and the welder hand feeds filler rod into the molten puddle. The ability to soft start and soft stop the heat makes the TIG process different from other types of arc welding. Some people like the foot pedal to control the heat if they are working on a bench and others like fingertip remotes on the torch if they are working in out-of-position areas. Both allow adjustments to the heat while you are welding.
Before you use a TIG unit, you should be familiar with the parts of the welder and the function of each part. The work lead, often referred to as a ground cable with a clamp, must be attached to the workpiece or to the metal surface that the workpiece is on as a proper connection is essential for a stable arc.
The welding lead will have an TIG torch on the end. Along with the welding cable is a hose that carries the gas. The inert gas performs like the flux coating on a stick electrode in that it protects the weld from airborne contaminants. You will need a gas bottle and a regulator. DO NOT use the same gas that you would use with a MIG welder.
The torch disassembles into several parts:

This is the TIG torch. It is air-cooled model, making it light and easy to handle. Hold the torch in one hand and feed the rod with the other. The tungsten (T) is shielded by the inert (I) gas (G), normally argon. This gas shield is the flux that keeps oxygen from contaminating the weld by oxidizing the metal.
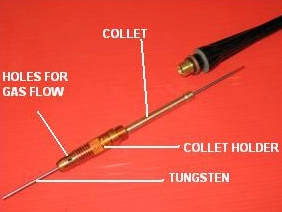
These are the internal parts of the electric torch. The collet holder holds the collet on one end and a ceramic cup on the other. The collet holds and clamps the tungsten in position. The holes in the collet holder allow the gas to flow around the tungsten to prevent contamination of the weld.

A ceramic cup shrouds the tungsten electrode, directing the gas flow. These cups come in several sizes for different welding applications.
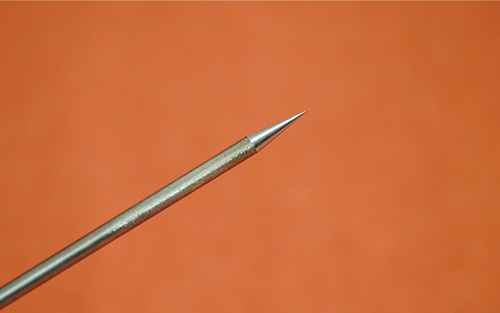
This is the tungsten electrode. It has been ground to a ball shape on one end and a point on the other. Each shape has its application. The tungsten is considered a consumable item and will be used up over time.
TIG machines use a foot-operated variable amperage control. After the maximum desired amperage is pre-set on the machine, the foot control allows you to vary the amperage up to that preset maximum amperage. This feature is especially useful when TIG welding alloy steels, such as 4130 chromoly. The foot control allows you to slowly initiate the heat, and after the weld is complete, slowly reduce the heat. This soft start and soft stop prevent temperature shock to the metal.
A TIG machine has numerous controls. One of the most vital controls for welding aluminum is balance, which maintains the cleaning versus penetration levels on aluminum. The higher the balance, the more penetration you'll get. Typical settings range from 70 to 80 percent, or 7-8.
You can also select normal or pulsed mode. When using pulsed mode on aluminum, the amperage is automatically varied. This can reduce heat into the workpiece and help you achieve a better weld, as well as reduce the heat-affected zone. Pulsing automatically produces a stacked dimes look or a rippled wave pattern in the weld.
Now, let's get ready to weld. The TIG welding process is similar to welding with an oxy-acetylene torch. You hold the torch in one hand and feed a filler rod with the other.
Selecting the correct filler rod is critical for weld quality and appearance.
Aluminum welding:
Steel welding:
For best results, consult a filler material guide to ensure proper compatibility between the base metal and filler material. To start, gather some clean metal scraps. You should have a metal top table or at least a metal plate clamped firmly to the table. Pull up a stool. Once seated, place the foot pedal within easy reach. It is important to wear the proper protective welding gear, such as a welding jacket or sleeves, a welding helmet, leather gloves and shoes — even when TIG welding.

TIG Welding Tips and Techniques
You are ready to weld. Let me explain a few TIG pitfalls to make your learning process easier.
The tungsten should never touch the workpiece. When it does, you will notice a different sound and color, which means the tungsten is contaminated. Loosen the back cap and slip the tungsten (it is hot) out. Go to the grinder, preferably one with a wheel dedicated to tungsten, and clean the end of the tungsten. Reshape the end as necessary. You will dip the tungsten many times as you learn, but with more practice you'll be steadier and it will happen less.
Applying too much heat to the workpiece can cause burnthrough, especially when working with thin materials. When the weld puddle becomes too fluid, material can drop out of the joint, leaving a hole. If this happens try reducing your amperage or moving slightly faster if you tend to work on one place for too long. If you notice the weld puddle becoming too soft, back off the foot pedal to prevent completely burning through.
If the shielding gas is too low—or the torch angle blocks coverage—the weld can become dull, porous, or contaminated. Ensure gas flow is set correctly and that the torch cup size matches your application. Drafts or sudden movement can also disrupt shielding gas, especially on small or thin welds.
This article won't make you a proficient TIG welder, but it should give you a good understanding of how a TIG welder works and why you might need one.
A few things to remember as you continue learning and practicing:
Learn the basics of TIG welding in motorsports applications and the proficiency of a TIG welder on aluminum and chrome-moly.


Welder/fabricator Josh Welton of Brown Dog Welding explains how to use silicon bronze when TIG brazing.