Ceriated or lanthanated tungsten for AC TIG?
Maximizing the benefits of inverter technology in AC TIG welding depends on many factors. An especially critical one is selecting the right tungsten for the equipment and the application.
In the past, pure tungsten was considered the only choice for TIG welding materials such as aluminum, magnesium or other alloys that require an AC arc.
But the inverter technology used in today’s AC TIG welders has resulted in more tungsten options. Pure tungsten is no longer the recommended option. Modern alloyed tungsten electrodes, often referred to as rare earth tungstens, contain elements such as cerium or lanthanum and outperform traditional pure tungsten — helping to optimize quality and productivity in the operation.
TIG inverters offer key benefits
For the past 15 years, the industry has made a dramatic shift toward inverter-based AC TIG welders that incorporate advanced squarewave technology to improve weld quality, increase travel speed and reduce operating costs.
Miller Electric Mfg. LLC invented and patented the squarewave AC output and adjustable balance control function in the 1970s. This technology enabled the transition through the zero-amperage range to occur faster than a regular sine wave, which improved arc starts and created a more stable arc. With balance control on legacy equipment, the operator could only change the ratio of the electrode negative (EN) and electrode positive (EP) portions of the AC cycle — adjusting the EN from 32 up to 68 percent.
Today, the next generation of AC TIG inverter technology delivers more benefits in addition to a sine waveform.
Three advanced squarewave technology capabilities
- The AC TIG inverter in a Miller® Dynasty® welder produces incredibly smooth, stable arcs because the squarewave drives through the zero point thousands of times faster than a rectifier-based welder. These TIG welders have inverters so fast that the built-in, high frequency capabilities are used for arc starting only — no longer needed to run continuously when welding on aluminum. These inverter-based machines also offer Lift-Arc™ starting capabilities to completely eliminate the use of high frequency in both DC and AC.
- Inverter-based welders extend EN balance control. Dynasty welders let operators fine-tune duration times from 50 percent to 99 percent. Making the EN portion of the cycle longer can help achieve greater penetration. It also contributes to narrowing of the weld bead and travel speeds increases up to 20 percent. Additionally, it reduces the heat on the tungsten, which can enable the use of a smaller diameter tungsten to more precisely direct the heat to make welds on smaller or thinner parts, and reduces the size of the etched zone for improve cosmetics (see Fig. 1)
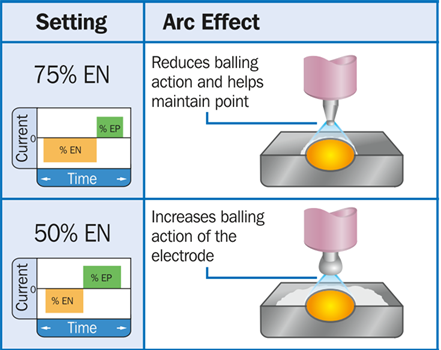
Fig. 1: Arc balance control
- Inverter-based welders let operators adjust the welding output frequency (not to be confused with high frequency for arc starting) from 20 up to 400 hertz in the case of the advanced Dynasty models. Conventional welders have an output frequency that is fixed at 60 hertz. The lower frequency range produces a broader arc cone, widening the bead profile, which is great for build-up work. Increasing frequency, particularly above 100 hertz, produces a tighter, more focused arc cone. This pinpoint heat control drives more heat into the weldment for better penetration and a narrower weld bead, which helps when welding in corners, on root passes and fillet welds, or anywhere precision welding is required (see Fig. 2).

Fig. 2: Example of arc shaping frequency control. Left, 60 hertz; Right, 200 hertz
AC vs. DC TIG welding
An AC TIG inverter is ideal for welding aluminum because it allows welders to fine-tune the weld bead profile by controlling arc cone shape and arc force through increased balance and frequency control. This lets operators change the shape and force of the welding current from a wide fan to a more focused stream. To achieve a softer, wider arc, welders can back off the AC frequency. For a more forceful, stiffer arc, welders can tighten the frequency. The net effect is that advanced squarewave technology provides better control of the bead profile. Note that AC frequency predominantly affects arc width and penetration, while balance control affects cleaning action and tungsten life/geometry.
In DC mode, 30 percent of the heat goes to the electrode and 70 percent to the work (see Fig. 3). But because AC mode alternates the current between the work and the tungsten, it directs more heat at the electrode. This additional heat causes rare earth tungsten to crack and split, resulting in arc wander. The risk of tungsten inclusions also increases — smaller molten nodules are more prone to dropping into the weld puddle.
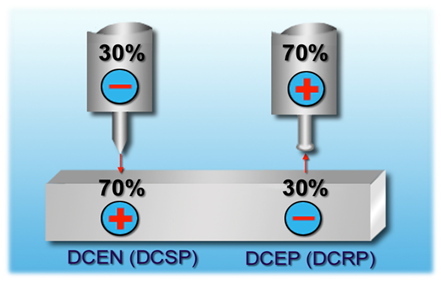
Fig. 3: Approximate heat input by polarity
Pure tungstens in AC TIG welding
While pure tungsten traditionally holds up to heat better because it rounds off instead of forming small nodules, it’s not ideal for AC TIG welding. Pure tungsten combined with AC mode welding results in the tungsten balling up. This produces a wider arc cone and possible arc wandering. When the pure tungsten ball becomes larger than the outside diameter of the tungsten, it can get so hot that the tungsten splits and contaminates the weld puddle.
Rare earth tungsten maintains a point and doesn’t ball up like pure tungsten does. Additionally, technologies such as increased balance control and output frequency reduce heat. This minimizes the nodules, making rare earth tungsten a better option for AC TIG welding. With less heat focused on the tungsten, it minimizes nodules and maintains a pointed electrode.
A pointed electrode provides a narrower, more focused arc than rounded pure tungsten. This allows welders to enhance arc control and direct the heat more precisely at the weld joint, minimizing distortion and maintaining a consistent bead width. An important side note: best practices recommend a truncated point, rather than a needle point, to help sustain the heat generated in the welding arc to reduce the possibility of tungsten contamination (see Fig. 4).

Fig. 4: Proper tungsten preparation — pointed (left), truncated (middle, recommended) and balled (right).
Some weld procedures may still require pure tungsten. In these cases, inverter-based TIG welders with extended balance control and AC frequency adjustment can focus heat into the weld and off of the electrode. However, the arc will perform more like a conventional squarewave, and operators won’t get the full benefits of TIG inverter technology.
Choosing a rare earth tungsten
In selecting rare earth tungsten, the recommended options are 2 percent ceriated, 2 percent lanthanated or 1.5 percent lanthanated. Ceriated and lanthanated tungstens hold up better for AC TIG applications than 2 percent thoriated tungsten.
Thoriated tungsten remains the most common electrode used in DC TIG applications. However, because of concerns about radiation, industry experts strongly recommend using ceriated or lanthanated electrodes for TIG welding. They provide superior performance without any concerns about radiation. Tests show that ceriated and lanthanated electrodes are equal to — or even surpass — thoriated electrodes in terms of welding properties. You can use both ceriated and lanthanated electrodes universally for almost every welding task.
Of course, not all electrodes are created equal. Be sure to choose a quality electrode with uniform oxide distribution in the tungsten matrix. This has a positive effect on welding properties such as arc stability, ignition behavior, consumption rate and service lifetime.
Differences exist even within the rare earth tungstens. As a result of the deformation process during electrode manufacturing, the oxides are elongated and appear in the structure as linear phases. The oxides of a ceriated electrode are finer and more uniformly distributed than those of a thoriated electrode. Quality assurance checks test a number of factors, including chemical content, grain size, density, diameter, hardness, length and straightness.
The combination of rare earth tungstens with advanced squarewave technology allows for the use of smaller tungstens. This delivers greater control with a more focused arc (see Fig. 5).
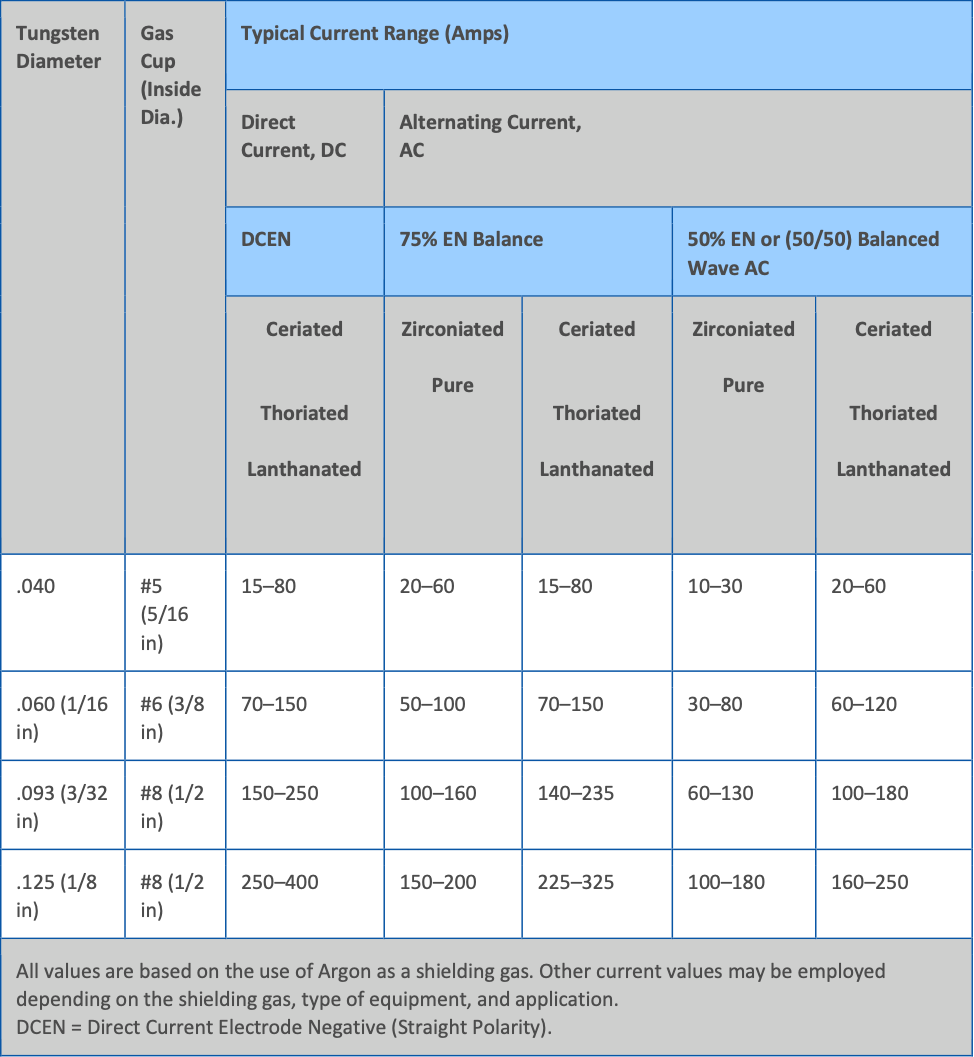
Fig. 5: General tungsten amperage chart by diameter and alloying element.
Common questions when selecting a tungsten type
- What type of metal is being welded?
- Which welding output do you require: AC or DC?
- What is the welding power source: a traditional welder or an inverter-based welder with extended balance control and adjusted output frequency?
- What amperage range do you need?
- What diameter of electrode do you require and how will you sharpen it?
It’s also a good idea to consult a tungsten selection chart (see Fig. 6) for more information when making the choice.
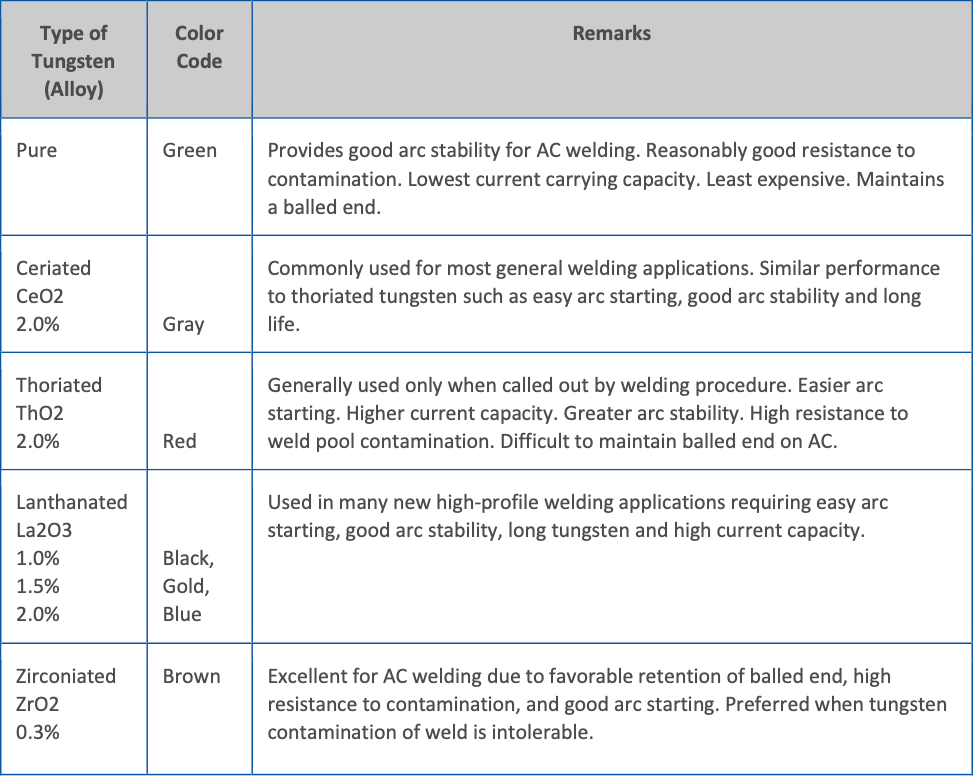
Fig. 6: Common tungsten alloys and uses/arc characteristics.
Maximize the benefits of inverter technology
The wrong tungsten selection can hamper the benefits of the advanced squarewave technology — costing money in the long run.
Choosing the right tungsten for AC TIG welding can significantly enhance productivity and ultimately the bottom line thanks to increased travel speeds, reduced gas and tungsten consumption, faster start of the weld puddle, decreased post-weld finishing time, and the elimination of arc wandering.
A case study shows an inverter such as the Dynasty TIG welder reduces welding time by 25 percent.So a project that formerly took 40 hours can take 30 hours to complete. At $70 per hour for TIG services, an inverter can increase profitability by $35,000 per year.
The benefits gained when welding aluminum or magnesium more than outweigh the cost of upgrading to an inverter power source. Selecting the right tungsten for the job is a key factor in maximizing those benefits